Produkcja SMT jest integralną częścią montażu PCB. Aby proces ten zakończył się sukcesem, należy zachować szczególną ostrożność. W przeciwnym razie, Twoja płyta PCB może rozwinąć różne zagrożenia i problemy.
Jednym z takich zagrożeń jest powstawanie kulek lutu podczas produkcji SMT.
Kulki lutu mogą pojawić się na PCB z różnych powodów. Mogą one zniszczyć wygląd elektroniki. Dodatkowo mogą odpadać i powodować zwarcia. W rezultacie cały projekt lub produkt końcowy może zawieść.
W tym poście, zamierzamy zbadać powszechne przyczyny powstawania kulek lutowniczych. Damy Ci również rozwiązania, tak aby Twoja produkcja SMT staje się bezbłędna.
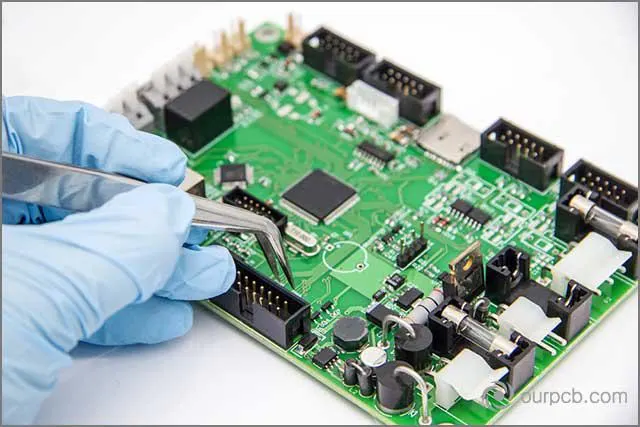
(Kontrola jakości i montaż elementów drukowanych SMT)
1. PCB ma wilgoć
PCB może zatrzymywać wilgoć z pewnych powodów. Czasami, przechowywanie w wilgotnych warunkach powoduje zatrzymanie wody. W innych przypadkach temperatura podgrzewania nie jest wystarczająco wysoka. W rezultacie topnik nie wysycha prawidłowo.
Środki:
Aby uniknąć problemów, przechowuj PCB w suchych warunkach. Należy uważać, aby wilgoć i woda nie uszkodziły płytki. Ponadto, przed wykonaniem SMT, piecz PCB w temperaturze 120 C przez co najmniej 4 godziny.
Grubość otworu PCB jest również konieczna. Powinna być wystarczająca, aby zapobiec uwięzieniu wody.
Ostatecznie, bądź ostrożny podczas fazy projektowania. Używaj prawidłowych rozmiarów padów i przestrzeni.
(Alt- Bake PCB, aby usunąć wilgoć)
2.Zbyt duża ilość topnika w paście lutowniczej
Topnik pełni istotną funkcję w produkcji SMT. Eliminuje utlenianie metali i czyści powierzchnie. Można również uszczelnić powietrze i jeszcze bardziej zmniejszyć utlenianie. Ponadto, topnik poprawia amalgamację do lutowania.
Środki:
Pomogłoby to, gdybyś był ostrożny podczas używania topnika w paście lutowniczej. Zbyt duża jego ilość może doprowadzić do powstania kulek lutowniczych. Nie chcesz tego! Zawsze używaj topnika w odpowiedniej ilości. Dodatkowo, upewnij się, że wybrałeś odpowiedni topnik do swojej aplikacji. Topnik o niższej aktywności często powoduje powstawanie kulek lutowniczych. Tak więc, prawidłowe utlenienie jest kluczowym aspektem.
Należy również użyć wystarczającej ilości ciepła, aby prawidłowo stopić lut.

(Czyszczenie pasty lutowniczej Solder Rod)
3. Niewłaściwa temperatura podgrzewania
Pomocne byłoby wstępne podgrzanie PCB przed produkcją SMT. Proces ten zmniejsza wpływ termiczny na płytkę PCB. W rezultacie, pasta lutownicza odparuje. Jeśli tak się nie stanie, możesz otrzymać kulki lutownicze na swojej płytce PCB.
Środki:
Tam podnieś temperaturę o 1,5 - 2 C od temperatury pokojowej. Utrzymuj ją aż do osiągnięcia 150 C. Nie zwiększaj tempa podgrzewania zbyt szybko. Doprowadzi to do uszkodzenia termicznego.
Wolne tempo podgrzewania wyeliminuje ryzyko powstawania kulek lutowniczych na płytce PCB. Równomiernie rozprowadza również pastę lutowniczą. Topnik może nawet skutecznie uciec pasty lutowniczej.

(Alt- Preheat PCB powoli przed SMT produkcji).
4. Problemy w druku pasty lutowniczej
Kilka problemów podczas drukowania pasty lutowniczej może prowadzić do kulki lutowniczej. Najczęstsze problemy są spowodowane przez szablony, które nie są czyste. Prowadzi to do tego, że pasta lutownicza przyczepia się do miejsc i tworzy kulki lutownicze.
Środki:
Czysty szablon jest koniecznością dla jakości druku pasty lutowniczej. Usuń wszystkie zanieczyszczenia i pastę lutowniczą z szablonu przed produkcją SMT. Innym problemem jest przyklejanie się szablonu do PCB zielonego maskowania. Dzieje się tak, gdy masz pastę lutowniczą pod szablonem.
Aby uniknąć tego problemu, ustaw zerową przerwę między PCB a szablonem do drukowania. Ustaw również minimalny nacisk na drukarkę.

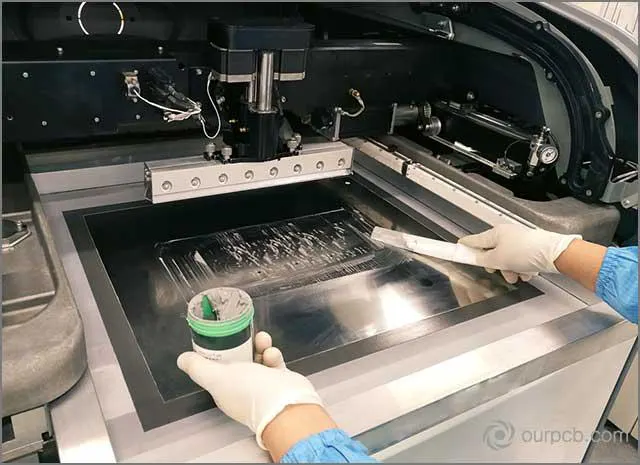
(Czyszczenie pasty lutowniczej na formach płytek drukowanych na SMT)
5. Brak maski lutowniczej pomiędzy sąsiednimi elektrodami
Jest to najprostszy błąd w produkcji SMT. Brak maski lutowniczej pomiędzy sąsiadującymi padami może prowadzić do powstania kulek lutowniczych. Żaden producent nie będzie tego chciał!
Środki:
Rozwiązanie tego prostego problemu jest również proste. Musisz prawidłowo nałożyć pastę lutowniczą na PCB. Upewnij się, że nie pominiesz takich obszarów jak przestrzenie między padami. Używanie wysokiej jakości sprzętu może zmniejszyć szanse na wystąpienie tego problemu.
Pomocne będzie również użycie wolnej temperatury podgrzewania. To pomoże rozprowadzić pastę lutowniczą równomiernie na powierzchni PCB. To zmniejsza prawdopodobieństwo tworzenia szczelin.
(Alt- Nie zapomnij zastosować maski lutowniczej pomiędzy sąsiednimi padami).
6. Niewłaściwe rozmieszczenie padów
Właściwe rozmieszczenie padów jest kluczowe dla sukcesu produkcji SMT. W przeciwnym razie może to doprowadzić do niepowodzenia projektu. Dodatkowo, istnieje również ryzyko związane z kulkami lutu. Kulki lutu mogą powodować zwarcia lub nawet odpadać. Z tego powodu prawidłowe umieszczenie padów jest niezbędne.
Środki:
Musisz przyjąć ostrożność podczas fazy projektowania. Zaprojektuj pady w taki sposób, aby zachować wymagane odstępy między sobą. Korzystanie z rozwiązania do projektowania PCB ułatwia pracę. Możesz zaprogramować słabe punkty prawidłowo i wykluczyć możliwości niewłaściwego rozstawienia.
Otwór szablonu powinien również pasować do projektu PCB. W przeciwnym razie skończysz z pastą lutowniczą w niewłaściwych miejscach.
(Elementy elektroniczne montowane powierzchniowo (SMD) na płytce drukowanej (PCB))
7. Resztki pozostawione na powierzchni PCB i padach
Powierzchnie PCB i pady mogą być brudne lub zawierać pozostałości. Często po otrzymaniu partii można znaleźć resztki topnika na PCB lub poduszkach. Może to prowadzić do wielu problemów, w tym kulki lutownicze.
Środki:
Pomogłoby, gdybyś zrobił punkt, aby oczyścić swoją płytkę PCB. Producenci używają procesów przemysłowych, aby usunąć wszystkie pozostałości z PCB. Następnie stosują proces lutowania rozpływowego. Proces ten zapewnia, że nie używasz żadnego dodatkowego lutu, który może tworzyć pozostałości.
Zawsze sprawdzaj, czy Twoje PCB jest czyste. Jeśli znajdziesz pozostałości, oczyścić je za pomocą profesjonalnych rozwiązań.

(Upewnij się, że Twoja płytka jest czysta".)
8. Problemy z wymiarami szablonów
Pomogłoby, gdybyś użył odpowiedniego szablonu do produkcji SMT. Grubość szablonu ma ogromne znaczenie. Zbyt grube szablony mogą utrudniać lutowanie. Doprowadzi to również do powstania kulek lutowniczych.
Środki:
Pomogłoby to, gdybyś wybrał odpowiednią grubość szablonu. Weź pod uwagę swoje SMD, aby wybrać odpowiednią szerokość szablonu. Nie idź na szablony, które są zbyt grube. Użyj stosunkowo cienkich szablonów.
Dodatkowo zwracaj uwagę na proporcje i kształty otworów szablonów. Każda rozbieżność tutaj może spowodować kulki lutownicze. Upewnij się więc, że proporcje otworów szablonu są dokładne.

( SMD & IC mounted part on board)
9. Niewspółosiowość druku pasty lutowniczej lub komponentów
Sukces produkcji SMT wymaga właściwego dopasowania pasty spawanej i składników Dlatego to podkreślamy Powinieneś mieć odpowiednie funkcje szablonu, aby twój projekt odniósł sukces Ponadto należy upewnić się, że szablon jest prawidłowo dopasowany do tektury
Środki przeciwko ludziom
Ważnym aspektem jest również umieszczanie komponentów Każde przesunięcie lub niewłaściwe położenie może uniemożliwić realizację projektu Podczas tego procesu można nawet otrzymać piłkę spawaną Dlatego zawsze należy zagwarantować poprawną funkcjonalność i dopasowanie
(Podczas produkcji SMT, Alt-— wyrównaj szablon
10. Niewłaściwe umieszczenie nacisku
Ciśnienie montażowe komponentu określa wynik płyty drukowanej Za dużo, spawanie wyciąga się z boków płyty spawanej Następnie spawanie staje się piłką lutowaną podczas spawania zwrotnego
Środki przeciwko ludziom
Oczywiście należy ustawić właściwy ciśnienie instalacyjne dla płyty drukowanej Po sprawdzeniu składników należy określić odpowiednią wytrzymałość Nie przesadzaj z presją Należy również dostosować moc chwytania dyszy Użyj wystarczającego ciśnienia, aby mocno przymocować komponent do płyty drukowanej
Ręczna instalacja części
11. utlenianie pasty spawanej
Część pasty lutowanej jest łatwa do utleniania Rozpuszczalne w wodzie pasty lutownicze należą głównie do tego typu Krem lutowany zwiększa utlenianie i powoduje, że kule spawane są przenoszone
Środki przeciwko ludziom
Aby uniknąć tego problemu, wybierz właściwą maść aluminiową do produkcji maszyn SMT Przechowuj maść aluminiową w zimnych miejscach i postępuj zgodnie z wytycznymi dotyczącymi przetwarzania
I nie używaj starego kremu cynowego Po upływie okresu ważności wyrzuć rzeczy Ponadto podczas produkcji SMT nie należy mieszać starych i starych kremów aluminiowych
(Alt-— użyj właściwego kremu lutowanego, aby uniknąć występowania kuli spoiny w płytkach drukowanych
Podsumowując liczbę osób
Postępuj zgodnie z naszymi zaleceniami, aby wyeliminować ryzyko spoiny w PCB Twoja produkcja SMT zakończy się sukcesem, twój produkt będzie bardzo popularny Zawsze zamawiaj PCB od niezawodnego producenta, aby uniknąć problemów Nasze PCB produkują wysokiej jakości PCB, które spełniają Twoje specyfikacje Nasza ścisła kontrola jakości pomaga w produkcji najlepszych produktów za najlepszą cenę
Skontaktuj się z nami dziś, aby zamówić produkcję SMT