Cold Solder Joint-Chociaż lutowanie jest krytycznym krokiem w montażu płytek drukowanych, proces ten może prowadzić do nieprawidłowego działania lub niewiarygodnych obwodów, jeśli nie spawa się połączeń prawidłowo. Częstym zjawiskiem jest zimne złącze lutowane, które może spowodować zwarcie lub nieciągłość w przebiegu. Przyjrzymy się, czym jest to złącze, plus co je powoduje, jak je naprawić i uniknąć go w trakcie. Rzuć okiem!
Idealne połączenie lutowane
Idealne złącze lutownicze dla elementów przelotowych powinno przypominać pocałunek Hershey'a. Oznacza to, że powinno mieć staranny, wklęsły kształt z błyszczącą, gładką powierzchnią, która jest skierowana pod kątem 40° - 70° od podstawy. Podstawa powinna mieć całkowite zwilżenie stałym lutem.
Aby osiągnąć tę doskonałość, należy rozgrzać lutownicę do temperatury szczytowej, zwykle o około 15°C wyższej niż temperatura topnienia stopu lutowniczego. Utrzymać tę temperaturę topnienia przez co najmniej 45 sekund, a następnie rozpocząć lutowanie. Należy również oczyścić warstwę utleniania nad padami, aby zapewnić kontakt metal-metal.
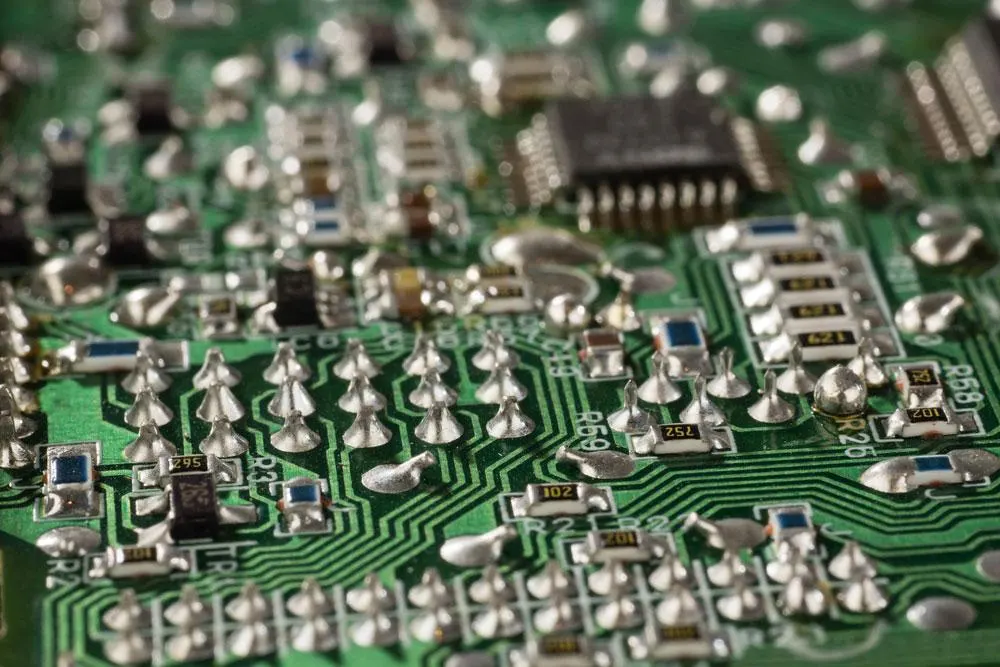
Idealne połączenia lutowane (zwróć uwagę na kształt)
Elementy montowane powierzchniowo przechodzą inny proces lutowania (rozpływowy), a ponieważ piny nie wystają na drugą stronę płytki, nie utworzą one pocałunku Hershey'a.
Częste problemy z połączeniami lutowanymi
Nie ma gwarancji, że uzyskasz prawidłowe połączenie lutowane, ponieważ mogą wystąpić następujące problemy.
Zakłócone połączenie
Zakłócone połączenie to spoina, która przed wyschnięciem była poddawana ruchom lub wibracjom, a jej powierzchnia może być szorstka, oszroniona lub krystaliczna.
Złącze zine
Ta spoina powstaje z powodu niepełnego lub nieprawidłowego lutowania. Jest ono zawodne i może tworzyć pęknięcia, ale można je naprawić, podgrzewając złącze za pomocą gorącego żelazka, aby stopić lut.
Przegrzane złącze
Przegrzane złącza występują, gdy zbytnio podniesiemy temperaturę na gorącym żelazku. Oprócz zniszczenia spoiny, może to spowodować uszkodzenie płyty, co prowadzi do kosztownych napraw lub wymiany. Możesz spróbować naprawić spoinę, starannie czyszcząc i skrobiąc powierzchnię za pomocą noża lub szczoteczki do zębów i alkoholu izopropylowego.
Niedostateczne zwilżenie
Niewystarczające zwilżenie na podkładce może być spowodowane zabrudzoną płytką drukowaną lub niedogrzaniem trzpienia i podstawy. W przypadku elementów montowanych powierzchniowo, niedostateczne zwilżenie ma miejsce, gdy podgrzewamy pin zamiast padu. To powstrzymuje lut przed spłynięciem na podstawkę. Z drugiej strony, niedostateczne zwilżenie pinów występuje, gdy nie podgrzewamy wyprowadzenia i nie dajemy lutowi wystarczająco dużo czasu na spłynięcie. Z drugiej strony, Nieodpowiednie zwilżenie pinów występuje, gdy nie podgrzewasz ołowiu i nie dajesz lutowi wystarczająco dużo czasu na przepływ.
Solder Starved
Jak sama nazwa wskazuje, w przypadku połączenia lutowanego brakuje wystarczającej ilości lutu. Nie jest to mocne połączenie i z czasem może tworzyć pęknięcia. Można naprawić ten problem poprzez ponowne podgrzanie i dodanie większej ilości lutu.
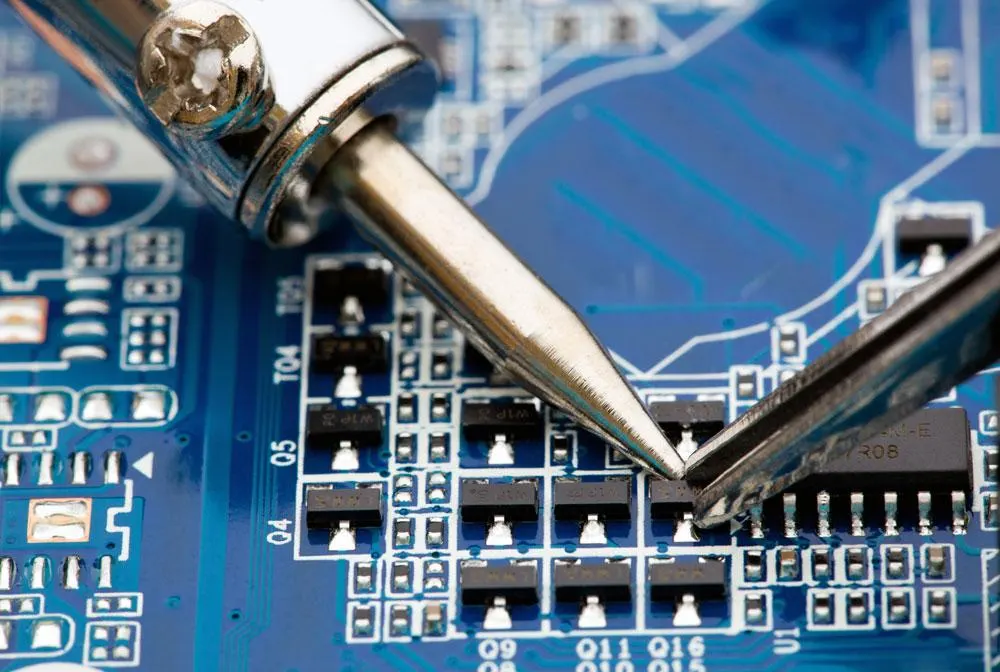
Pistolet lutowniczy używany do naprawy złącza lutowniczego i dołączony element elektroniczny...
Cold Solder Joint-Nadmiar lutu
Zbyt duża ilość lutu również nie jest dobra, ponieważ kleks roztopionego lutu może nie zwilżyć padu lub pinu, i nie tworzy niezawodnego połączenia elektrycznego. Idealne połączenie powinno mieć wklęsły kształt, a problem ten można rozwiązać poprzez stopienie i odciągnięcie materiału za pomocą gorącego żelazka.
Most luteinize
Spawanie wielodotykowe przepełnia się i styka się z następnym łącznikiem lub tworzy mostek, co powoduje niepotrzebne połączenia Aby rozwiązać ten problem, należy wykonać te same czynności, co usunąć spawanie wielopoziomowe
Cold Solder Joint-Taśmy i plamy
Jeśli podczas spawania używana jest niewielka ilość lutowania
G, prawdopodobnie pojawią się plusy i siatki Zanieczyszczenia na powierzchni PCB mogą również powodować te problemy, powodując niepotrzebne połączenia i zwarcia
Podnieś podkładkę
Płyta zwiększająca jest płytą spawaną oddzieloną od płyty drukowanej, która łatwo usuwa się z powierzchni przewodu miedzianego Zazwyczaj występuje w przypadku ekstremalnych naprężeń termicznych lub fizycznych, które są często występujące w przypadku płyt drukowanych, które nie przechodzą przez anodyzację, cienk
Cold Solder Joint-Nieprzycięte linie sprzedaży
Długie linie odniesienia mogą być zakrzywione i stykać się z innymi przyległymi liniami odniesienia lub liniami przejściowymi, co powoduje zwarcie
Rozpylanie spawane spawane rozproszone
Lepkie pozostałości spawanego środka są przymocowane do płyty drukowanej, a jeśli spawany strumień jest luźny, może spowodować zwarcie w płycie drukowanej Można łatwo usunąć kawałki pęsetami lub nożem
Co to jest połączenie lutowane zimne
Połączenia lutowane zimne są niewłaściwymi połączeniami lutowanymi utworzonymi z różnych powodów podczas łączenia komponentów elektrycznych z tablicą Złącza zwiększają oporność i zmniejszają niezawodność części spawanej
Typ połączenia lutowanego zimnego
W zależności od przyczyny i zachowania istnieją trzy typy problemów z połączeniami lutowanymi na zimno
Cold Solder Joint-Punkt spawania z pęknięciami
Połączenia lutowane pod ciśnieniem ulegają pęknięciu, co powoduje awarię połączeń lutowanych Przerwa powoduje odłączenie sworznia od płyty drukowanej, tworząc niekompletny obwód
Jeśli szachownica będzie się poruszać, przesunięcie lub przesunięcie powoduje, że pęknięcia będą szersze Może to również spowodować włączanie/ wyłączanie kontaktu elektrycznego między płytką drukowaną a komponentami, co powoduje przypadkowe działanie i awarię
Problem ten jest powszechny w przypadku produktów elektronicznych, takich jak monitory CRT, ponieważ wibracje mogą zmniejszyć wytrzymałość mechaniczną złącza Dlatego buforowanie opakowań jest kluczowe dla tych urządzeń
Punkt lutowania suchego
Połączenie lutowane suche to połączenie spawane o niewystarczającej ilości Może to prowadzić do niewiarygodnych połączeń lub otwartych przejść W związku z tym obwód elektryczny może doświadczać wysokiej odporności, hałasu lub przerywanego przewodzenia
Cold Solder Joint-Punkt spawania zimnego
Łącznik zimny jest jednym z tych dwóch sposobów, a jego unikalność polega na tym, że nie działa Więc, jeśli nie jesteś pewien, czy to suchy lub pęknięty staw, ale na pewno nie działa, najczęstszym problemem jest chłodny staw
Oznacza to, że nie wszystkie pęknięcia lub suche szwy są zimnymi szwymi Ale zimne stawy mogą być suche i pęknięte
Jakie czynniki powodują połączenia lutowane na zimno
Opcjonalna ramka spoiny
zanieczyszczenia stopów lutowanych
Niezgodna geometria składnika
Przepływ powrotny, stopienie lub wilgotność w połączeniu nie jest odpowiedni
Niewystarczające ogrzewanie powoduje niepełne zwilżanie
Bardzo wysoka temperatura spawania, co powoduje przedwczesną rozpuszczalność strumienia
Przed chłodzeniem i krzepnięciem stopionego lutowania zakłócenia pomiędzy płytką drukowaną a komponentami
Jak wykryć i przetestować połączenia lutowane na zimno
Można to zrobić na dwa sposoby
Cold Solder Joint-Kontrola wizualna
Ponieważ płytki drukowane i złącza są coraz mniejsze, potrzebny jest reflektor świetlny i szkło powiększające do wizualnej kontroli Najpierw sprawdź kolor stawów. Jeśli są suche, powinny być słabe
Następnie sprawdźmy kształt stawu W przypadku odkształcenia i braku wklęsłości, najprawdopodobniej spoina nie została w pełni stopiona z powodu niskiej temperatury spoiny
Trzecie badanie wymaga reflektorów i szkła powiększającego Użyj latarki, aby sprawdzić, czy światło przechodzi przez klamrę Jeśli tak, to masz złącze lutowane na zimno.
Na koniec odchyl płytkę i sprawdź, czy nie ma wycieków lub oderwania od podstawy, co wskazuje na zimne połączenie.
Cold Solder Joint-Sprawdzanie za pomocą multimetru
Multimetr pomaga sprawdzić ciągłość lub opór w złączu. Wykonaj poniższe kroki, aby przeprowadzić testy.
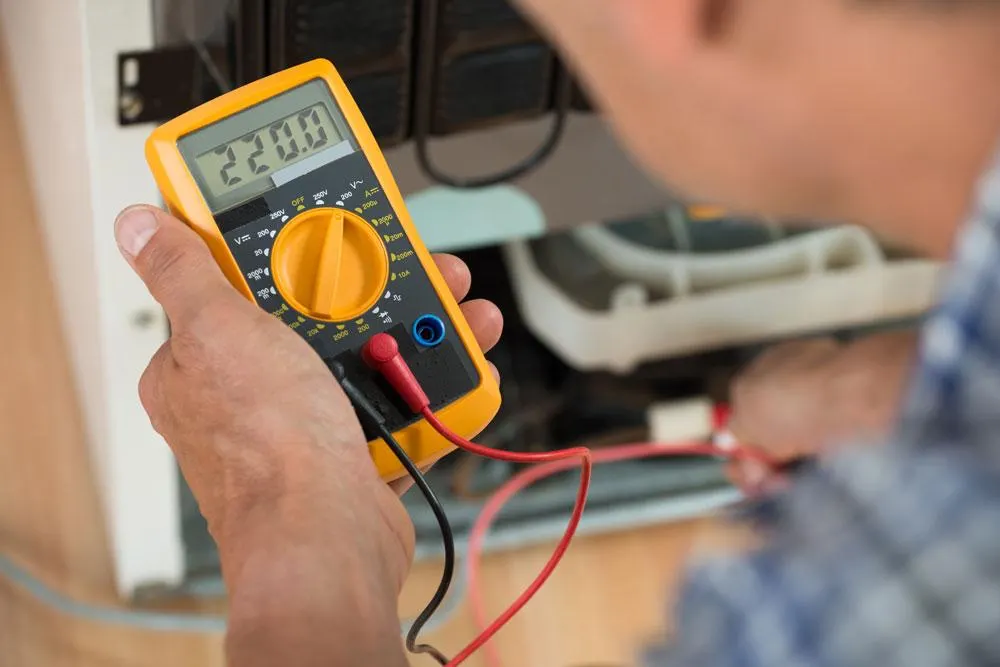
Multimeter cyfrowy
Cold Solder Joint-Opór
Ustaw multimetr na 1000 w trybie rezystancji, następnie podłącz sondę testową, aby sprawdzić, czy urządzenie działa prawidłowo. Opór powinien wynosić zero.
Gdy już wszystko ustawisz, podłącz jedną sondę do złącza, a drugą do innego elementu. Jeśli część nie jest rezystorem, powinieneś uzyskać zerowy odczyt. Jeśli nie jest to rezystor, a opór jest powyżej zera, najprawdopodobniej masz zimne złącze lutownicze.
Cold Solder Joint-Ciągłość
Testowanie ciągłości sprawdza, czy istnieje ciągły przepływ prądu z jednej sondy do drugiej. Zimne złącze lutownicze przerwie ten przepływ. Ustaw multimetr w tryb ciągłości, a następnie przetestuj go łącząc sondy. Powinieneś otrzymać sygnał dźwiękowy.
Podłącz końcówki do obu końców złącza lutowanego, a jeśli nie otrzymasz sygnału dźwiękowego, masz awarię złącza lutowanego.
Jak naprawić zimne złącze lutowane?
Ponieważ zaburzone i normalne zimne spoiny lutownicze są najczęstszymi zimnymi spoinami, oto jak je naprawić.
Cold Solder Joint-Zakłócone zimne spoiny lutownicze
Ten problem zwykle zdarza się, jeśli są ruchy lub wibracje przed lutu wysycha i zestala. Dlatego rozwiązaniem jest ustabilizowanie płytki po lutowaniu.
Możesz naprawić takie połączenie poprzez ponowne podgrzanie lutu i pozostawienie go do ostygnięcia bez zakłóceń. Spróbuj ustabilizować płytkę na imadle lub bezpiecznie przymocowanym stole, aby zapobiec wibracjom.
Normalne połączenia lutowane na zimno
Rozważ użycie stacji lutowniczej z łatwą regulacją temperatury. Rozważ użycie stacji lutowniczej z łatwą regulacją temperatury. Częstą przyczyną tej usterki jest zanieczyszczony grot lutowniczy, brak odpowiedniego ciepła na lutownicy lub obie te przyczyny. Dlatego należy najpierw wyczyścić grot lutowniczy, a następnie podgrzać go do zalecanej temperatury przed lutowaniem.

Stacja lutownicza
Po osiągnięciu zalecanej temperatury, ponownie podgrzej złącze i zamontuj element. Jeśli gorący lut szybko stygnie, należy użyć bezołowiowego stopu lutowniczego SN96, ponieważ ma on niższą temperaturę topnienia i czas przejścia w stan plastyczny.
Cold Solder Joint-Ważne praktyki lutownicze do wdrożenia
Chociaż nie da się uniknąć zimnych połączeń, można zminimalizować ich występowanie stosując następujące praktyki.
Kup odpowiedni sprzęt (wysokiej jakości lutownicę i stop)
Zainwestuj w pistolet lutowniczy, który szybko się nagrzewa

Pistolet lutowniczy
Używaj małej, ale odpowiedniej ilości stopu lutowniczego
Pozwól rozgrzać się lutownicy do temperatury wyższej o co najmniej 15°C od temperatury topnienia stopu przez minimum 45 sekund.
Podczas lutowania pracuj na stabilnym biurku lub w imadle.
Zapewnij odpowiedni czas chłodzenia i krzepnięcia złącza
Użyj bezołowiowego drutu lutowniczego do gładkiego lutowania

Szpulka bezołowiowego drutu lutowniczego
Postępuj zgodnie z instrukcjami producenta dotyczącymi lutowania rozpływowego
Po użyciu przechowuj żelazko i stop z dala od wilgoci, kurzu i brudu, aby uniknąć zanieczyszczenia.
Podsumowanie
Podsumowując, lutowanie jest krytycznym krokiem w montażu elementów elektronicznych na płytce drukowanej. Jednak łatwo jest zepsuć ten proces, co skutkuje zimnymi połączeniami lutowanymi. Dlatego trzeba wdrożyć najlepsze praktyki powyżej, a następnie przetestować po montażu, aby sprawdzić, czy nie ma żadnych usterek. Jeśli są zimne połączenia, napraw je za pomocą kroków wyjaśnionych powyżej.
Przestrzegamy ścisłych standardów i procedur podczas lutowania, aby zapewnić, że otrzymasz bezbłędną płytkę dla swojego projektu. Skontaktuj się z nami, aby uzyskać więcej szczegółów lub jeśli potrzebujesz dodatkowych wyjaśnień dotyczących postępowania w przypadku zimnych połączeń lutowanych.