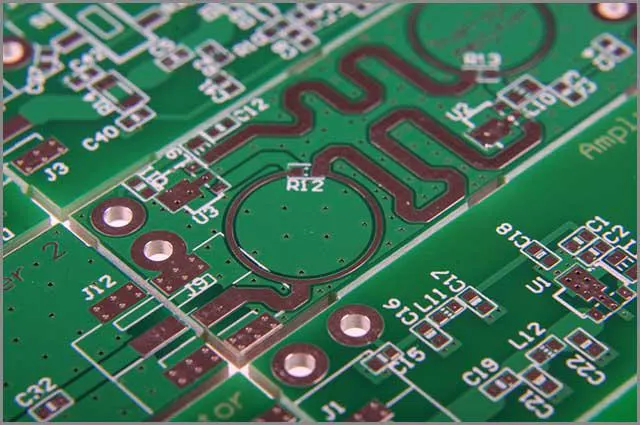
Materiały do produkcji obwodów drukowanych decydują o tym, czy płytka będzie stabilna mechanicznie, odporna termicznie i przewidywalna elektrycznie. Typowa PCB nie jest jednorodnym kawałkiem tworzywa: to laminat złożony z podłoża izolacyjnego, żywicy, wzmocnienia z włókna szklanego lub papieru, folii miedzianej, maski lutowniczej i wykończenia powierzchni.
Najważniejszym przewodnikiem na płytce pozostaje miedź. To z niej powstają ścieżki, pola lutownicze, przelotki i płaszczyzny zasilania. Dobór laminatu, grubości miedzi, rodzaju wykończenia oraz sposobu wykonania przelotek powinien wynikać z zastosowania płytki: inny materiał sprawdzi się w prostym sterowniku LED, inny w module radiowym, a jeszcze inny w układzie dużej mocy.

(Inżynier pracujący przy produkcji płytek PCB)
A. Materiały do produkcji płytek drukowanych
I.Materiały na płytki drukowane - jak dokonać najlepszego wyboru
1.Rodzaje materiałów PCB
Materiały PCB różnią się parametrami elektrycznymi, cieplnymi i mechanicznymi. Przy wyborze bierze się pod uwagę między innymi stałą dielektryczną Dk, współczynnik strat Df, temperaturę zeszklenia Tg, współczynnik rozszerzalności cieplnej CTE, przewodność cieplną, odporność na wilgoć i wytrzymałość na odrywanie folii miedzianej. Te wartości określają, czy płytka nada się do prostego urządzenia konsumenckiego, elektroniki przemysłowej, zasilacza, LED, RF czy projektu HDI.
FR-4:
FR w nazwie FR-4 odnosi się do klasy materiałów trudnopalnych. W praktyce FR-4 oznacza laminat epoksydowo-szklany, czyli włókno szklane nasycone żywicą epoksydową i połączone z folią miedzianą. To najczęściej stosowany materiał PCB, ponieważ dobrze łączy cenę, stabilność wymiarową, wytrzymałość mechaniczną i parametry elektryczne wystarczające dla większości projektów cyfrowych oraz analogowych.
Płyta aluminiowa:
Płytka aluminiowa, najczęściej klasyfikowana jako MCPCB, ma warstwę miedzi, dielektryk przewodzący ciepło oraz metalowy rdzeń aluminiowy. Układ warstw nadal obejmuje maskę lutowniczą i opis, ale zamiast klasycznego laminatu FR-4 pod spodem znajduje się metal odprowadzający ciepło. Takie płytki stosuje się przede wszystkim w oświetleniu LED, przetwornicach i modułach mocy.
Laminat miedziowany (CCL):
CCL, czyli laminat miedziowany, jest podstawowym półproduktem do wytwarzania PCB. Składa się z podłoża izolacyjnego pokrytego z jednej lub dwóch stron folią miedzianą. Podczas produkcji niepotrzebna miedź jest usuwana w procesie trawienia, a pozostała część tworzy ścieżki, pola lutownicze i płaszczyzny.
Materiały Rogers do PCB:
Materiały Rogers stosuje się tam, gdzie zwykły FR-4 nie zapewnia wystarczająco stabilnych parametrów przy wysokich częstotliwościach. Charakteryzują się niskimi stratami dielektrycznymi, kontrolowaną stałą Dk i dobrą powtarzalnością w projektach RF, mikrofalowych oraz szybkich interfejsach. Materiał Rogers znajduje szerokie zastosowanie w produkcji płyt PCB.
(Dobór właściwych materiałów poprawia jakość płytki PCB)
2. Właściwości materiału PCB
Właściwości termiczne
Właściwości termiczne opisują zachowanie laminatu przy nagrzewaniu, lutowaniu i pracy urządzenia. Najważniejsze są Tg, przewodność cieplna, CTE w osi Z oraz odporność na rozwarstwienie. Jeśli materiał zbyt mocno rozszerza się podczas cykli temperaturowych, może dojść do pękania metalizacji otworów, odspajania padów albo delaminacji.
Właściwości elektryczne
Właściwości elektryczne materiału określają, jak sygnał zachowuje się w laminacie. Dla wielu materiałów FR-4 stała dielektryczna mieści się orientacyjnie w zakresie około 3,8-4,8, ale zależy od producenta, częstotliwości i zawartości żywicy. W projektach wysokiej prędkości liczy się również Df, bo straty dielektryczne bezpośrednio wpływają na tłumienie sygnału.
3. Przewodnik wyboru materiałów PCB
Uwagi dotyczące jakości
Materiał powinien spełniać wymagania konkretnego zastosowania, a nie tylko mieścić się w budżecie. Dla prostych płytek wystarczy standardowy FR-4, ale w urządzeniach pracujących w wysokiej temperaturze, przy dużej wilgotności, z wysokim napięciem lub z kontrolowaną impedancją potrzebne są materiały o lepiej udokumentowanych parametrach.
Rozważania dotyczące kosztów
Koszt płytki zależy nie tylko od samego laminatu. Cenę podnoszą między innymi cienkie ścieżki i odstępy, gruba miedź, materiały wysokoczęstotliwościowe, ślepe i zagrzebane przelotki, nietypowa grubość laminatu oraz droższe wykończenia powierzchni, takie jak ENIG. Warto dobrać materiał do realnych wymagań, bo nadmierna specyfikacja może nie poprawić działania urządzenia, a znacząco podnieść cenę.
Rozważania dotyczące mocy i ciepła
Przy układach mocy trzeba uwzględnić grubość miedzi, szerokość ścieżek, liczbę przelotek termicznych, powierzchnie pól miedzi i sposób oddawania ciepła do obudowy lub radiatora. Jeśli płytka ma odprowadzać duże ilości ciepła, zwykły FR-4 może wymagać dodatkowych zabiegów projektowych, a w części aplikacji lepszym wyborem będzie MCPCB z rdzeniem aluminiowym.
(Przy wyborze materiału PCB trzeba uwzględnić jakość, koszt i wymagania cieplne).
II. Materiały podłoża PCB - jaki typ jest odpowiedni dla Twojej płytki PCB?
Podłoże PCB wpływa na trwałość, stabilność wymiarową, straty sygnału, odporność na temperaturę i możliwości technologiczne płytki. Dobór materiału powinien wynikać z funkcji urządzenia, wymaganej liczby warstw, gęstości połączeń, obciążeń cieplnych oraz środowiska pracy.
1. Wymagania dotyczące folii miedzianej
Czy kiedykolwiek spotkałeś się z określeniem HDI PCB? Oznacza ono płytkę o dużej gęstości połączeń, często z mikroprzelotkami i cienkimi ścieżkami. W takich projektach folia miedziana musi mieć odpowiednią grubość, chropowatość i przyczepność do dielektryka. Miedź jest warstwą przewodzącą, dlatego jej jakość bezpośrednio wpływa na rezystancję ścieżek, impedancję i niezawodność połączeń.
1.1 Jak chropowatość powierzchni może wpłynąć na jakość płytki PCB
Chropowatość folii miedzianej poprawia przyczepność do laminatu, ale przy wysokich częstotliwościach zwiększa straty sygnału, ponieważ prąd płynie głównie blisko powierzchni przewodnika. Dlatego w układach RF i szybkich interfejsach często stosuje się folie o niskiej chropowatości. W projektach ogólnych ważniejsza bywa odporność na odrywanie i stabilność procesu laminacji.
2. Izolacyjne laminaty dielektryczne
Proces narastania warstw jest ważny w płytach PCB HDI. Do budowy kolejnych warstw stosuje się między innymi prepregi, folie dielektryczne, miedź pokrytą żywicą oraz cienkie folie miedziane. Dzięki temu można wykonywać mikroprzelotki, krótkie połączenia między warstwami i bardzo gęste układy połączeń.
W zaawansowanej produkcji wykorzystuje się także procesy SAP i mSAP, które pozwalają tworzyć bardzo cienkie ścieżki przez selektywne osadzanie miedzi, zamiast klasycznego wytrawiania grubej folii. To rozwiązanie jest szczególnie ważne w płytkach HDI, modułach mobilnych i projektach, w których liczy się mały rozstaw połączeń.
2.1 Dlaczego laminowany materiał dielektryczny jest kluczowy dla SAP
W technologii SAP dielektryk musi dobrze współpracować z procesem chemicznego miedziowania i zachowywać stabilne parametry po wielu cyklach laminacji. Liczą się przyczepność, odporność na temperaturę, niska absorpcja wilgoci i przewidywalna przenikalność dielektryczna.
W wielowarstwowych PCB materiał powinien ograniczać rozszerzalność w osi Z i zapewniać dobrą odporność na ciepło, ponieważ przelotki oraz mikroprzelotki przechodzą przez kilka cykli termicznych. Źle dobrane podłoże może prowadzić do pęknięć metalizacji, delaminacji lub niestabilnej impedancji.
Przy bardzo drobnych ścieżkach klasyczne odejmowanie miedzi staje się mniej przewidywalne. Dlatego SAP i mSAP stosuje się tam, gdzie potrzebne są małe szerokości oraz odstępy, a jednocześnie powtarzalny profil ścieżki. W produkcji masowej pozwala to utrzymać geometrię, której trudno oczekiwać od standardowego procesu trawienia.
3. Dlaczego wysoka prędkość i wysoka częstotliwość są ważne dla Twojej płyty PCB
Wraz ze wzrostem częstotliwości i szybkości narastania zboczy sygnału laminat przestaje być neutralnym nośnikiem. Jego Dk wpływa na impedancję i prędkość propagacji, a Df odpowiada za tłumienie. Dlatego projekty RF, antenowe, 5G, radarowe i szybkie magistrale cyfrowe wymagają materiałów o stabilnych parametrach w określonym paśmie.
W praktyce można rozróżnić:
Laminaty o średnich parametrach Dk/Df - zwykle z Df nie większym niż około 0,010 i Dk w okolicy 4 lub mniej, zależnie od serii materiału.
Laminaty o niskich stratach Dk/Df - zwykle z Df poniżej około 0,005 i Dk około 3,7 lub mniej, stosowane w bardziej wymagających torach sygnałowych.
3.1 Rodzaje materiałów podłożowych stosowanych w płytkach drukowanych wysokiej częstotliwości?
Najczęściej wybiera się jedną z poniższych grup materiałów:
- Żywice fluorowe - materiały takie jak PTFE mają bardzo niskie straty dielektryczne i dobrze sprawdzają się przy wysokich częstotliwościach, często powyżej kilku GHz. Są droższe i trudniejsze w obróbce niż FR-4, dlatego wymagają doświadczonego producenta.
- Żywice PPE i PPO - to dobry kompromis dla zakresu około 1-10 GHz. Zapewniają stabilniejsze parametry niż typowy FR-4, a jednocześnie bywają łatwiejsze produkcyjnie niż klasyczne materiały PTFE.
- Modyfikowane żywice epoksydowe - stosuje się je w szybkich projektach cyfrowych i mniej wymagających aplikacjach RF. Są bardziej ekonomiczne, ale ich parametry trzeba zawsze sprawdzić w karcie materiałowej.
4. Wymagania termiczne płyt PCB
Płytka PCB jest jednocześnie nośnikiem komponentów i częścią układu cieplnego. Już na etapie projektu trzeba ocenić, gdzie powstaje ciepło, jak przepływa przez miedź i dielektryk oraz gdzie zostanie oddane: do powietrza, radiatora, obudowy lub metalowego rdzenia.
- Dostępna przestrzeń i montaż urządzeń peryferyjnych.
- Ilość ciepła oraz straty mocy w komponentach.
- Sposób odprowadzania ciepła do radiatora lub obudowy.
- Źródła ciepła na płytce drukowanej.
- Wymagania dotyczące niezawodności, w tym odporność na cykle termiczne.
- Temperatura pracy urządzenia i temperatura otoczenia.

(Projektanci muszą brać pod uwagę wymagania termiczne przy wyborze podłoża PCB)
4.1 Jaki materiał będzie najlepszym wyborem pod względem przewodności cieplnej?
Jeśli głównym wymaganiem jest odprowadzanie ciepła z komponentów mocy lub diod LED, często najlepszym wyborem jest PCB z rdzeniem aluminiowym. Aluminium dobrze przewodzi ciepło, jest relatywnie tanie i lekkie, ale wymaga odpowiedniego dielektryka między warstwą miedzi a metalowym podłożem. W projektach o bardzo wysokiej mocy można rozważyć także grube warstwy miedzi, wkładki metalowe lub rozwiązania z podłożem ceramicznym.
5. Jak wybrać materiał podłoża PCB
Podstawowy wybór dotyczy konstrukcji: płytka może być sztywna, elastyczna albo sztywno-elastyczna. Nie należy kierować się wyłącznie rozmiarem i kształtem. Równie ważne są warunki pracy, promień gięcia, liczba cykli zginania, temperatura, montaż komponentów i wymagania elektryczne.
Poliimid jest standardowym materiałem w wielu płytkach elastycznych, ponieważ dobrze znosi temperaturę, ma korzystną stabilność wymiarową i niski współczynnik rozszerzalności cieplnej. Stosuje się go w taśmach FPC, modułach kompaktowych i urządzeniach, gdzie płytka pracuje w ograniczonej przestrzeni.
Podłoże Mylar, czyli folia poliestrowa PET, jest elastyczne, odporne na wiele czynników środowiskowych i ekonomiczne. Sprawdza się w prostszych aplikacjach, ale nie zastępuje poliimidu tam, gdzie liczy się wysoka temperatura procesu lub większa niezawodność długoterminowa.
W płytkach elastycznych i specjalistycznych stosuje się także politetrafluoroetylen oraz zaawansowane odmiany poliimidu. Wybór zależy od wymagań częstotliwościowych, termicznych i mechanicznych, dlatego warto potwierdzić materiał jeszcze przed finalnym layoutem.
6. Gdzie produkować płytki PCB?
Jeśli projekt wymaga produkcji płytek i montażu PCB, wybierz dostawcę, który potrafi zweryfikować materiał, stack-up, wykończenie powierzchni, panelizację i BOM przed uruchomieniem produkcji. W OurPCB obsługujemy prototypy, serie małe i produkcję seryjną, a zespół inżynierski pomaga dobrać technologię do wymagań projektu.
Możemy wykonać płytki sztywne, elastyczne oraz elastyczne płytki PCB w wariancie sztywno-elastycznym. Przygotowując zapytanie, najlepiej przesłać pliki Gerber, BOM, rysunek mechaniczny i wymagania materiałowe. Dzięki temu wycena i analiza DFM są konkretne, a nie oparte na domysłach.
III. Aluminiowe PCB - pięć rzeczy, które musisz wiedzieć na początku
Aluminiowe PCB należą do płytek z rdzeniem metalowym. Ich główną zaletą jest skuteczne odprowadzanie ciepła z warstwy miedzianej przez dielektryk do aluminiowego podłoża. Dlatego są popularne w oświetleniu LED, zasilaczach, elektronice samochodowej i modułach mocy.
1. Ewolucja aluminiowych płyt PCB
Historia płytek drukowanych zaczęła się od prostych rozwiązań z przewodnikami mocowanymi na podłożach izolacyjnych. Z czasem przewody i metalowe szyny zastąpiły drukowane ścieżki, co umożliwiło miniaturyzację i powtarzalną produkcję.
W 1925 roku Charles Ducas opatentował koncepcję tworzenia przewodzących ścieżek na izolowanym podłożu. Był to jeden z kroków prowadzących do współczesnych obwodów drukowanych, w których miedź jest trwale połączona z laminatem.
Aluminiowe PCB zyskały znaczenie wraz z rozwojem elektroniki mocy i diod LED. Tam, gdzie standardowy laminat utrudnia oddawanie ciepła, rdzeń aluminiowy pozwala obniżyć temperaturę pracy komponentów i wydłużyć ich żywotność.
2. Zalety i wady aluminiowych płyt PCB
W porównaniu ze standardowymi płytkami FR-4 aluminiowe PCB mają wyraźne zalety, ale nie są rozwiązaniem uniwersalnym.
2.1 Zalety
Oto najważniejsze korzyści:
- Niższy koszt niż w wielu specjalistycznych podłożach metalowych - aluminium jest powszechne, łatwo dostępne i dobrze opanowane technologicznie.
- Przyjazność środowiskowa - aluminium można poddawać recyklingowi, a jego użycie w PCB może poprawić trwałość modułu przez lepsze chłodzenie.
- Dobre odprowadzanie ciepła - metalowy rdzeń pomaga przenieść ciepło z komponentów do radiatora, obudowy lub otoczenia.
- Lekkość i trwałość - aluminium jest lżejsze od wielu innych metali konstrukcyjnych, a jednocześnie zapewnia dobrą sztywność.
- Stabilniejsza praca termiczna - niższa temperatura komponentów zwykle oznacza większą niezawodność całego urządzenia.
2.2 Wady aluminiowych płyt PCB
- Mimo wielu zalet aluminiowe PCB mają ograniczenia, które trzeba uwzględnić w projekcie.
- Proces produkcji różni się od standardowego FR-4, szczególnie w zakresie obróbki mechanicznej, izolacji i kontroli dielektryka.
- Klasyczne jednostronne konstrukcje są najprostsze i najtańsze; bardziej złożone dwustronne lub wielowarstwowe PCB przy użyciu metalu z aluminium wymagają specjalnych rozwiązań technologicznych.
- Należy kontrolować wytrzymałość dielektryczną, izolację od rdzenia metalowego i ryzyko przebicia przy wyższych napięciach.
3. Proces produkcji aluminiowych płytek drukowanych
Produkcja aluminiowej PCB wymaga precyzyjnego połączenia warstwy miedzi, dielektryka przewodzącego ciepło i aluminiowego podłoża. Dielektryk musi jednocześnie izolować elektrycznie i możliwie skutecznie przewodzić ciepło, dlatego jest krytycznym elementem całej konstrukcji.
Po laminacji folia miedziana jest obrazowana i trawiona tak, aby utworzyć wymagany wzór ścieżek. Następnie wykonuje się maskę lutowniczą, opis, wykończenie powierzchni i obróbkę mechaniczną. Trudność polega na utrzymaniu izolacji, płaskości i czystości procesu przy materiale metalowym.
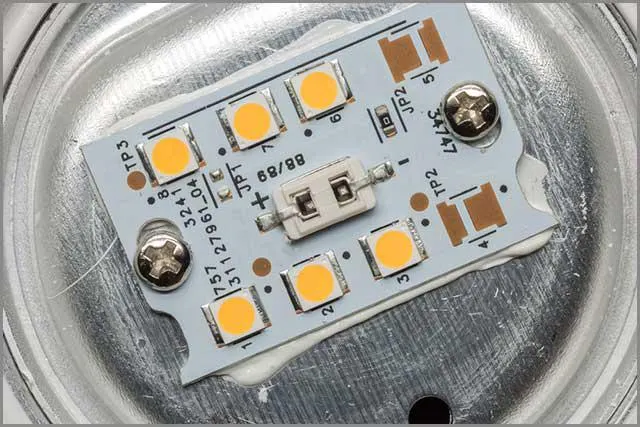
(Aluminiowa płytka PCB z diodami LED)
4. Rodzaje aluminiowych płyt PCB
Najczęściej spotyka się kilka odmian aluminiowych płytek drukowanych:
- Aluminiowe płytki drukowane z otworami przelotowymi.
- Elastyczne płytki drukowane z aluminium.
- Hybrydowe płytki aluminiowe.
5. Zastosowania płyt PCB z aluminium
Aluminiowe PCB stosuje się tam, gdzie wysoka temperatura ogranicza żywotność komponentów albo wymusza stabilne odprowadzanie ciepła. Typowe zastosowania obejmują:
- Oświetlenie ogólne.
- Oświetlenie drogowe.
- Sterowniki silników.
- Aplikacje motoryzacyjne i moduły dużej mocy.
- Sygnalizatory świetlne.
- Przetwornice mocy i samochodowe tablice rozdzielcze.
IV. FR1 PCB - 8 różnic między materiałami FR1, FR2, FR3 i FR4
Materiały FR1, FR2, FR3 i FR4 różnią się składem, odpornością cieplną, właściwościami elektrycznymi i zakresem zastosowań. Najprościej: FR1 i FR2 są materiałami papierowo-fenolowymi, FR3 wykorzystuje papier z żywicą epoksydową, a FR4 jest laminatem epoksydowo-szklanym.
1. FR4: Najczęściej używany typ materiału
FR4 jest standardem dla większości współczesnych PCB. Nadaje się do płytek jedno-, dwu- i wielowarstwowych, dobrze znosi wiercenie otworów metalizowanych i ma lepszą stabilność wymiarową niż materiały papierowe. Nie jest jednak materiałem do ciągłego zginania; do tego służą konstrukcje elastyczne, najczęściej na poliimidzie.
2. Różnice w odporności na wysoką temperaturę
Różne zastosowania wymagają różnych temperatur pracy i różnych procesów lutowania. FR4 zwykle lepiej znosi temperaturę niż FR1 i FR2, ale w projektach wymagających wysokiej niezawodności należy wybrać konkretną klasę Tg oraz sprawdzić odporność na lutowanie bezołowiowe.
3. Skład materiałowy głównej kombinacji
Skład materiałowy wpływa na wytrzymałość mechaniczną, odporność na wilgoć i parametry elektryczne. FR1 i FR2 bazują na papierze oraz żywicy fenolowej, FR3 na papierze i żywicy epoksydowej, a FR4 na tkaninie szklanej z żywicą epoksydową. To właśnie włókno szklane daje FR4 większą stabilność.
4. Efektywność kosztowa
Materiały papierowe bywają tańsze przy prostych, jednowarstwowych płytkach, ale FR4 jest najczęściej wybierany ze względu na dobry stosunek ceny do parametrów. W produkcji seryjnej koszt materiału trzeba porównywać z kosztami jakości, napraw i awarii, a nie tylko z ceną laminatu.
5. Różnice między FR3 a FR2
FR2 to materiał papierowo-fenolowy, często spotykany w prostych, tanich płytkach jednostronnych. FR3 wykorzystuje żywicę epoksydową, dzięki czemu ma lepsze właściwości niż FR2, ale nadal nie dorównuje FR4 w projektach wielowarstwowych i bardziej wymagających mechanicznie.
6. Materiały odpowiednie dla technologii otworów przelotowych
Do otworów metalizowanych i płytek dwustronnych najlepszym standardowym wyborem jest FR4. Materiały papierowe mogą być używane w prostych płytkach, ale nie zapewniają tak dobrej stabilności wiercenia, metalizacji i niezawodności przelotek.
7. Materiały odpowiednie dla płyt wielowarstwowych
Płyty wielowarstwowe najczęściej wykonuje się z FR4 lub specjalistycznych laminatów o kontrolowanych parametrach. FR1, FR2 i FR3 nie są typowym wyborem dla wielowarstwowych PCB, ponieważ ich parametry mechaniczne i termiczne są ograniczone.
8. Wyjątkowe wprowadzenie do materiałów FR4
FR4 jest popularny, ponieważ jest trwały, niedrogi, dość odporny na wilgoć i dostępny w wielu odmianach. Można dobrać FR4 o wyższym Tg, niższym Df, lepszej odporności CAF lub określonej grubości. W większości projektów jest punktem wyjścia, od którego odchodzi się dopiero wtedy, gdy wymagania techniczne tego potrzebują.
B. Metoda obróbki powierzchniowej PCB
I. Cynowanie PCB - Jak mogę uzyskać najlepszy efekt na PCB?
Miedź bardzo dobrze przewodzi prąd, ale bez ochrony szybko się utlenia. Wykończenie powierzchni zabezpiecza pola lutownicze przed korozją i poprawia lutowalność. Jedną z metod jest cynowanie, czyli pokrycie miedzi warstwą cyny lub stopu lutowniczego.
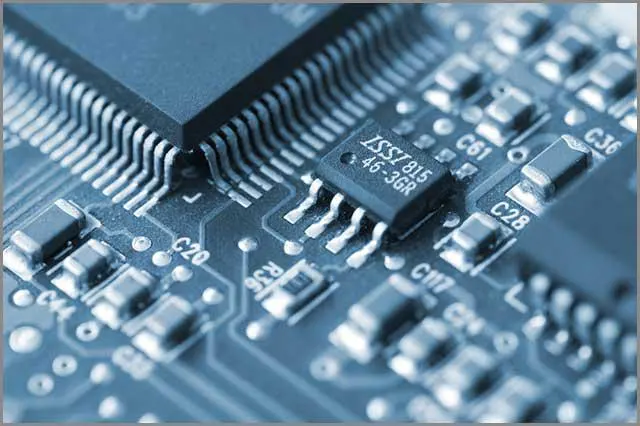
(Zbliżenie płytki PCB po cynowaniu)
1. Cynowanie PCB
Cynowanie polega na pokryciu odsłoniętych pól miedzianych warstwą cyny, aby ograniczyć utlenianie i przygotować powierzchnię do lutowania. W produkcji przemysłowej funkcję tę pełnią różne wykończenia, między innymi HASL, cyna chemiczna, srebro chemiczne, OSP i ENIG.
Korzyści wynikające z cynowania PCB
Cynowanie poprawia lutowalność i chroni miedź przed utlenianiem w czasie magazynowania. Może też pomóc przy ścieżkach wysokoprądowych, jeśli warstwa lutu jest zaprojektowana świadomie, choć w profesjonalnych projektach prąd należy obliczać przede wszystkim przez szerokość ścieżki, grubość miedzi i warunki chłodzenia.
Czy można wykonać cynowanie PCB od podstaw?
W warunkach warsztatowych można cynować płytki, ale wymaga to ostrożności, właściwej chemii i kontroli procesu. Dla prototypów hobbystycznych bywa to akceptowalne, natomiast dla płytek produkcyjnych lepiej wybrać profesjonalne wykończenie powierzchni zgodne z wymaganiami montażu i trwałości.
2. Proces cynowania PCB
Jak przeprowadzić cynowanie PCB
Proces zależy od metody. Przy cynowaniu chemicznym płytkę zanurza się w odpowiednim roztworze, który osadza cienką warstwę cyny na miedzi. Przy HASL płytka jest pokrywana stopionym lutem, a nadmiar usuwa się gorącym powietrzem. W nowoczesnej produkcji preferuje się warianty bezołowiowe, zgodne z wymaganiami RoHS.
Metoda galwaniczna cynowania PCB
Cynowanie galwaniczne wykorzystuje prąd elektryczny do osadzania metalu na przygotowanej powierzchni. Wymaga czystej miedzi, właściwej kąpieli, kontroli prądu i czasu. Samo cynowanie nie zastępuje maski lutowniczej: maska chroni obszary, które nie powinny być lutowane, a wykończenie zabezpiecza odsłonięte pola.
3. Skład materiałowy roztworów do cynowania PCB
Roztwory do cynowania zawierają związki cyny, dodatki stabilizujące i składniki regulujące przebieg reakcji. Ich skład zależy od technologii i producenta chemii procesowej. Nie należy traktować ich jak zwykłych środków domowych, bo wiele z nich wymaga ochrony osobistej, wentylacji i prawidłowej utylizacji.
W zastosowaniach profesjonalnych kluczowe jest nie tylko osadzenie cyny, ale także równomierność warstwy, brak zanieczyszczeń, powtarzalna lutowalność i zgodność z późniejszym procesem montażu.
Tiomocznik - niezbędny składnik do cynowania PCB
Tiomocznik występuje w niektórych roztworach do cynowania chemicznego jako składnik wspierający reakcję osadzania. Jest to substancja chemiczna wymagająca ostrożnego obchodzenia się, dlatego samodzielne przygotowywanie takich kąpieli nie jest dobrym rozwiązaniem dla produkcji ani dla osób bez zaplecza laboratoryjnego.
Inne składniki pomocne w tworzeniu roztworu do cynowania
W recepturach mogą występować kwasy, sole metali i dodatki kompleksujące. Ich dobór musi być zgodny z kartą technologiczną, a nie oparty na przypadkowym mieszaniu składników. Niewłaściwa chemia może dać słabą lutowalność, plamy, osady albo uszkodzenie powierzchni miedzi.
Zdobądź umiejętności potrzebne do tworzenia roztworów cynujących
Praca z roztworami do cynowania wymaga wiedzy chemicznej i świadomości ryzyka. Trzeba umieć kontrolować stężenie, temperaturę, czas, czystość powierzchni i utylizację odpadów. Dla płytek komercyjnych bezpieczniej jest zlecić wykończenie powierzchni producentowi PCB.
4. Samodzielne cynowanie PCB
Samodzielne cynowanie ma sens głównie przy prostych prototypach warsztatowych. Wymaga dokładnego oczyszczenia miedzi, świeżej chemii, rękawic, okularów ochronnych i pracy w dobrze wentylowanym miejscu. Jeśli płytka ma trafić do montażu automatycznego, lepiej zamówić profesjonalne wykończenie.
Rzeczy, na które należy uważać
Największe ryzyka to nierówna warstwa, utlenienie, zanieczyszczenia, podtrawienie miedzi, słaba przyczepność oraz kontakt z niebezpiecznymi substancjami. Trzeba też pamiętać, że odpady chemiczne z produkcji PCB nie powinny trafiać do zwykłej kanalizacji.
Ile kosztuje samodzielne cynowanie PCB?
Koszt domowego cynowania zależy od chemii, wyposażenia ochronnego i liczby płytek. Przy pojedynczych prototypach oszczędność bywa pozorna, ponieważ część materiałów trzeba kupić w ilości większej niż potrzebna, a wynik nadal nie dorówna stabilnemu procesowi produkcyjnemu.
5. Czy cynowanie PCB jest konieczne?
Jakieś wykończenie powierzchni jest konieczne, jeśli pola miedziane mają pozostać lutowalne i odporne na utlenianie. Nie zawsze musi to być cynowanie. W zależności od projektu lepsze może być HASL, ENIG, OSP, srebro chemiczne albo cyna chemiczna.
II. Grubość miedzi w PCB - praktyczny przewodnik
W dokumentacji PCB „waga miedzi” oznacza grubość folii miedzianej wyrażoną w uncjach na stopę kwadratową. Jedna uncja miedzi odpowiada warstwie o grubości około 35 mikrometrów. Ten parametr wpływa na prąd, spadki napięcia, nagrzewanie, minimalne odstępy i koszt produkcji.
(Szczegóły warstw miedzi na płytce drukowanej)
1. Co to jest waga miedzi PCB?
Waga miedzi nie oznacza masy całej płytki, tylko ilość miedzi przypadającą na jednostkę powierzchni folii. W praktyce jest to wygodny sposób określania grubości warstwy przewodzącej. Im grubsza miedź, tym mniejsza rezystancja ścieżek, ale trudniejsza produkcja cienkich geometrii.
Miedź jest stopem
Folia miedziana używana w PCB jest materiałem przewodzącym o wysokiej czystości, a nie przypadkowym stopem. Jej rodzaj, sposób wytwarzania i chropowatość wpływają na przyczepność, straty sygnału i niezawodność. W projekcie trzeba określić nie tylko grubość początkową, ale także docelową grubość po metalizacji.
2. Względy projektowe związane z ciężką miedzią
Za ciężką miedź zwykle uznaje się warstwy powyżej 3-4 oz/ft², a w praktyce produkcyjnej spotyka się również znacznie grubsze konstrukcje. Takie rozwiązanie stosuje się w zasilaczach, przetwornicach, układach dużego prądu i elektronice przemysłowej. Ciężka miedź jest również uniwersalna podczas produkcji PCB, ale wymaga większych odstępów, szerszych padów i starannego bilansu miedzi.
3. Specyfikacja ciężaru miedzi w płytach PCB
Najczęściej wyróżnia się trzy praktyczne grupy grubości miedzi. Dokładne granice zależą od producenta, dlatego wymagania trzeba potwierdzić w specyfikacji technologicznej.
Miedź standardowa
Standardowa miedź obejmuje typowe grubości od 0,5 oz do 2 oz, a czasem do 3-4 oz zależnie od fabryki. To wybór dla większości płytek sterujących, modułów cyfrowych i elektroniki ogólnej.
Miedź ciężka
Miedź ciężka pozwala prowadzić większe prądy i poprawia rozpraszanie ciepła, ale utrudnia trawienie drobnych ścieżek. Projekt musi uwzględniać większe odstępy i ograniczenia produkcyjne.
Miedź EXTREME
Ekstremalnie gruba miedź jest stosowana w wyspecjalizowanych aplikacjach mocy. Nie należy jej wybierać bez konsultacji z producentem, bo wpływa na laminację, wiercenie, płaskość, minimalne geometrie i koszt.
4. Masa podstawy płytki drukowanej a grubość powłoki miedzianej
W płytkach z otworami metalizowanymi miedź początkowa na laminacie to tylko część historii. Podczas produkcji dodatkowa miedź osadza się w otworach i na powierzchni, dlatego docelowa grubość może różnić się od grubości folii startowej. Dla obliczeń prądowych i impedancji trzeba znać wartość końcową.
5. Jak oblicza się wagę miedzi na płytce PCB? - Kalkulator ciężaru miedzi
Najprostsze przeliczenie to 1 oz/ft² równe około 35 µm grubości. Dla 2 oz będzie to około 70 µm, a dla 0,5 oz około 17,5 µm. Obciążalność prądową ścieżek oblicza się jednak nie tylko z grubości miedzi, ale też z szerokości ścieżki, dopuszczalnego przyrostu temperatury, warstwy zewnętrznej lub wewnętrznej i chłodzenia.
6. Miedź ciężka i miedź EXTREME w projektowaniu PCB
Miedź ciężka może poprawić odporność mechaniczną połączeń i zmniejszyć nagrzewanie, ale nie rozwiązuje wszystkich problemów. Przy dużych prądach nadal potrzebne są szerokie pola, przelotki prądowe, właściwy stack-up i analiza termiczna.
Jak waga miedzi wpływa na produkcję PCB
Im grubsza miedź, tym trudniej utrzymać drobne ścieżki i małe odstępy. Rośnie też czas trawienia, ryzyko podtrawienia, wymagania dotyczące maski lutowniczej oraz koszt. Gruba miedź jest więc technicznie użyteczna, ale nie jest ani tańsza, ani szybsza od standardowej w typowych projektach.
III. 13 Zalety powlekania płyt PCB złotem zanurzeniowym
ENIG, czyli chemiczny nikiel i złoto immersyjne, to popularne wykończenie powierzchni PCB. Warstwa niklu chroni miedź i tworzy barierę dyfuzyjną, a cienka warstwa złota zabezpiecza nikiel przed utlenianiem do czasu lutowania. Poniżej opisujemy najważniejsze zalety tej technologii.
1. Łatwa w obróbce struktura
ENIG jest dobrze opisanym i powszechnie stosowanym procesem produkcyjnym. Dla doświadczonej fabryki jest powtarzalny, choć wymaga ścisłej kontroli chemii, czasu i czystości powierzchni.
2. Płaska powierzchnia
ENIG zapewnia bardzo płaskie pola lutownicze, co jest ważne dla BGA, QFN, fine-pitch, flip-chip i innych obudów o małym rastrze. W tym obszarze ma przewagę nad klasycznym HASL, które zostawia grubszą i mniej równą warstwę lutu.
3. Dobra odporność na utlenianie
Cienka warstwa złota chroni nikiel przed utlenianiem, a nikiel zabezpiecza miedź. Dzięki temu płytki ENIG dobrze znoszą magazynowanie, jeśli są przechowywane zgodnie z zaleceniami.
4. Dobre parametry elektryczne
ENIG daje stabilną, czystą powierzchnię kontaktową. Jest często wybierany do pól testowych, złączy krawędziowych w określonych zastosowaniach i projektów, w których liczy się powtarzalna jakość powierzchni.
5. Odporność na wysoką temperaturę
Wykończenie ENIG dobrze współpracuje z lutowaniem bezołowiowym, które wymaga wyższych temperatur niż tradycyjne stopy ołowiowe. Nie oznacza to jednak, że zastępuje dobór właściwego laminatu do wysokiej temperatury pracy.
6. Długa żywotność
Przy prawidłowym wykonaniu i przechowywaniu ENIG zapewnia długi okres lutowalności. To jeden z powodów, dla których jest wybierany do płytek o większej wartości lub bardziej złożonym montażu.
7. Odpowiednie dla powierzchni nieobrobionych
ENIG dobrze nadaje się do odsłoniętych pól kontaktowych, punktów testowych i powierzchni, które muszą pozostać stabilne do momentu montażu lub testu. Chroni miedź tam, gdzie nie ma maski lutowniczej.
8. Bezołowiowa
ENIG jest wykończeniem bezołowiowym i może być stosowany w projektach zgodnych z RoHS. To ważne w elektronice konsumenckiej, medycznej, przemysłowej i wielu urządzeniach eksportowanych na rynki regulowane.
9. Odpowiednie dla PTH
ENIG może być stosowany na płytkach z otworami metalizowanymi. Warstwa wykończenia zabezpiecza pola lutownicze wokół otworów, a sama niezawodność PTH zależy przede wszystkim od jakości wiercenia i metalizacji.
10. ENIG nie wymaga galwanizacji
ENIG jest procesem chemicznym, więc osadzanie niklu i złota nie wymaga doprowadzania prądu do każdego pola. Dzięki temu powłoka może być równomierna także na niezależnych padach.
11. Łatwy do lutowania
W kontekście PCB należy mówić o lutowaniu, nie o spawaniu. ENIG zapewnia dobrą lutowalność, pod warunkiem że proces jest prawidłowo kontrolowany i nie wystąpią wady takie jak nadmierna korozja niklu.
12. ENIG spełnia wszystkie wymagania RoHS
ENIG jest kompatybilny z wymaganiami RoHS, ponieważ nie wykorzystuje ołowiu jako warstwy lutowniczej. Sama zgodność końcowego produktu zależy jednak od wszystkich materiałów i komponentów użytych w projekcie.
13. Płytki drukowane ENIG znajdują zastosowanie w różnych produktach elektronicznych
ENIG stosuje się w elektronice medycznej, urządzeniach ubieralnych, płytach komputerowych, modułach komunikacyjnych, elektronice przemysłowej i prototypach wymagających dobrej jakości montażu.
(Zielona płytka PCB z wykończeniem złotym)
IV. 10 Różnice pomiędzy metodami powlekania HASL i ENIG
HASL i ENIG to dwa popularne wykończenia powierzchni PCB. HASL pokrywa pola lutem i wyrównuje je gorącym powietrzem, a ENIG tworzy płaską warstwę niklu i złota. Różnią się ceną, płaskością, trwałością i zakresem zastosowań.
1. Zalety HASL
Przyjazny dla budżetu
HASL jest zwykle tańszy od ENIG i dobrze sprawdza się w prostszych płytkach z większymi padami. To częsty wybór, gdy najważniejszy jest koszt, a projekt nie wymaga bardzo płaskiej powierzchni.
Trwały
Warstwa lutu chroni miedź przed utlenianiem i zapewnia dobrą lutowalność. Wariant bezołowiowy jest zgodny z wymaganiami współczesnej produkcji, choć wymaga wyższej temperatury procesu.
Łatwy w obróbce
HASL jest dobrze znanym procesem i dobrze współpracuje z typowym montażem przewlekanym oraz komponentami SMD o większym rastrze.
Łatwo dostępne
HASL, szczególnie w wersji bezołowiowej, jest dostępny u większości producentów PCB. Dzięki temu łatwo go zastosować w prototypach i prostych seriach produkcyjnych.
2. Zalety ENIG
ENIG daje płaską powierzchnię, dobrą odporność na utlenianie, stabilną lutowalność i brak ołowiu. Jest lepszym wyborem dla BGA, QFN, fine-pitch, płytek testowych i projektów o wyższej wartości jednostkowej.
HASL vs ENIG
Różnice między HASL i ENIG dotyczą przede wszystkim kosztu, płaskości, trwałości magazynowej, kompatybilności z drobnym rastrem i wymagań procesu montażu. Nie ma jednej najlepszej metody dla wszystkich projektów.
3. Różnica kosztów pomiędzy HASL i ENIG
HASL jest zwykle tańszy. ENIG kosztuje więcej, ale może ograniczyć ryzyko problemów montażowych przy gęstych obudowach i zapewnić lepszą powierzchnię kontaktową.
4. HASL i ENIG mają różne etapy działania
W HASL płytka jest zanurzana w stopionym lucie, a nadmiar usuwa się gorącym powietrzem. W ENIG nikiel i złoto osadzają się chemicznie na odsłoniętych polach miedzi.
5. Żywotność HASL i ENIG
ENIG zazwyczaj zapewnia dłuższą stabilność powierzchni podczas magazynowania. HASL jest trwały w wielu zastosowaniach, ale jego nierówna powierzchnia może być ograniczeniem przy drobnych komponentach.
6. Różnice w obróbce powierzchni pomiędzy HASL i ENIG
HASL tworzy powierzchnię pokrytą lutem, która może mieć nierówną grubość. ENIG jest znacznie bardziej płaski, dlatego lepiej nadaje się do montażu precyzyjnego.
7. Wybór blach cienkich i grubych
Typowe ENIG ma kilka mikrometrów niklu i bardzo cienką warstwę złota liczoną w mikrocalach. HASL zostawia warstwę lutu o znacznie większej i mniej kontrolowanej grubości, co może przeszkadzać w małych padach.
8. Różnica między bezołowiowymi a ołowianymi
HASL występuje w wersji ołowiowej i bezołowiowej, ale we współczesnych produktach zwykle wymaga się wersji bezołowiowej. ENIG jest wykończeniem bezołowiowym, choć jego jakość zależy od kontroli procesu.
9. Różnice w sile wiązania między powłokami HASL i ENIG
W obu przypadkach niezawodność połączenia lutowanego zależy od czystości powierzchni, profilu lutowania i zgodności materiałów. HASL często daje bardzo dobrą zwilżalność, a ENIG zapewnia płaskość i stabilną powierzchnię.
10. Lutowalność i odporność na korozję
HASL oferuje bardzo dobrą lutowalność przy prostszych geometriach. ENIG lepiej chroni powierzchnię przed utlenianiem i jest korzystniejszy w projektach z drobnym rastrem oraz dłuższym magazynowaniem.
C. PCB Via
1. PCB Via - rodzaje
Przelotki umożliwiają połączenia między warstwami PCB. W płytkach jednostronnych nie są potrzebne, ale w konstrukcjach dwu- i wielowarstwowych są podstawowym elementem prowadzenia sygnałów, zasilania i masy.
(Płytka z otworami przelotowymi)
Trzy podstawowe typy przelotek PCB to:
przelotka ślepa,
przelotka przelotowa metalizowana,
przelotka zagrzebana.
Najczęściej stosuje się przelotki przelotowe, które łączą warstwy od jednej strony płytki do drugiej. Przelotki ślepe łączą warstwę zewnętrzną z jedną lub kilkoma warstwami wewnętrznymi, a zagrzebane łączą wyłącznie warstwy wewnętrzne.
2. Ślepe przelotki PCB - co warto wiedzieć
Przelotki ślepe są ważne w projektach HDI, gdzie trzeba prowadzić sygnały z obudów o małym rastrze i jednocześnie ograniczyć zajętość miejsca. Wymagają dokładniejszego procesu produkcyjnego niż zwykłe przelotki przelotowe.
Ślepa przelotka PCB
Jak wspomniano wcześniej, projektant może użyć przelotek przelotowych, zagrzebanych albo ślepych. Ślepe przelotki PCB oznaczają rozwiązanie, w którym przelotka łączy warstwę zewnętrzną z wewnętrzną, ale nie przechodzi przez całą grubość płytki.
3. Namiotowanie przelotek - znaczenie w PCB
Przelotki można pozostawić odsłonięte, przykryć maską lutowniczą, zatkać lub wypełnić. Wybór zależy od montażu, testowania, wymagań niezawodności i ryzyka zwarć.
1. Co to jest przelotka namiotowa
Tenting via oznacza przykrycie przelotki maską lutowniczą, zwykle od jednej lub obu stron płytki. Celem jest ograniczenie dostępu lutu, zanieczyszczeń i przypadkowych zwarć do otworu przelotki. Nie jest to jednak to samo co pełne wypełnienie przelotki.
1.1 Co to jest zatykanie przelotek
Zatykanie przelotek polega na wprowadzeniu do otworu materiału, najczęściej żywicy lub maski, aby zamknąć przelotkę i ograniczyć przepływ lutu albo zanieczyszczeń.
1.2 Wiązanie przelotek VS. Zatkane przelotki
Namiotowanie przykrywa otwór warstwą maski lutowniczej. Zatykanie wypełnia go materiałem. W projektach via-in-pad często stosuje się wypełnienie i planaryzację, ponieważ sama maska nie zapewnia płaskiego pada pod komponentem.
2. Przelotki wypełnione lutem
2.1 Przelotki wypełnione miedzią
Przelotki wypełnione miedzią lub pokryte miedzią stosuje się tam, gdzie potrzebna jest wysoka przewodność cieplna albo elektryczna, na przykład pod padami termicznymi lub w połączeniach dużego prądu. Proces jest droższy, ale pozwala uzyskać lepsze odprowadzanie ciepła i bardziej stabilną powierzchnię.
2.2 Przewodzące kontra nie przewodzące. Przelotki z wypełnieniem nieprzewodzącym
Wypełnienie przewodzące
Wypełnienia przewodzące zawierają cząstki metalu w matrycy żywicznej. Poprawiają przewodzenie ciepła i prądu względem wypełnień nieprzewodzących, ale nie zawsze zastępują pełne miedziowanie. Wymagają jasnej specyfikacji technologicznej.
Wypełnienie nieprzewodzące
Wypełnienie nieprzewodzące nie przenosi sygnału przez środek otworu; sygnał nadal płynie przez metalizowane ścianki przelotki. Jego zadaniem jest zamknięcie otworu, zapobieganie wciąganiu lutu i umożliwienie wykonania płaskiego pada.
2.3 Przelotki z maską lutowniczą
Maska lutownicza może przykrywać przelotki, ograniczając ryzyko zwarć i przypadkowego kontaktu z lutem. Materiał maski jest utwardzany promieniowaniem UV lub cieplnie, zależnie od systemu stosowanego przez producenta.
2.4 Przelotki pokryte miedzią
Pokrywanie i wypełnianie przelotek miedzią stosuje się w bardziej wymagających projektach, między innymi w elektronice mocy, RF i HDI. Ograniczeniem są koszt, czas procesu oraz wymagania dotyczące płaskości i kontroli grubości osadzonej miedzi.
3. Lepsze płytki PCB w programie Eagle
3.1 Szerokość ścieżek w programie Eagle
Przy projektowaniu płytek drukowanych szerokość ścieżek jest jednym z podstawowych parametrów, ponieważ wpływa na rezystancję, nagrzewanie i spadki napięcia. W programie Eagle można ustawić szerokości ścieżek w regułach projektowych i przypisać je do klas sygnałów.
3.2 Rozmiar przelotek w programie Eagle
Domyślny rozmiar przelotki w programie Eagle może wynosić 0,6 mm, ale należy go dobrać do możliwości producenta, liczby warstw, prądu, wymagań impedancji i dostępnej przestrzeni.
3.3 Reguły projektowe programu Eagle
Reguły projektowe w Eagle określają minimalne szerokości ścieżek, odstępy, średnice przelotek, rozmiary otworów i ograniczenia dla masek. Powinny odpowiadać regułom wybranej fabryki PCB, a nie domyślnym ustawieniom programu.
3.4 Sprawdzanie reguł projektowych programu Eagle
DRC, czyli Design Rule Check, sprawdza projekt pod kątem naruszeń reguł technologicznych. Nie zastępuje analizy inżynierskiej, ale pozwala wykryć zbyt małe odstępy, niewłaściwe średnice otworów i inne błędy przed wysłaniem plików Gerber.
4. Przelotki nieprzykryte maską
Nieprzykryte przelotki pozostają odsłonięte: maska lutownicza nie zakrywa pierścienia ani otworu. Ułatwia to pomiary i dostęp testowy, ale zwiększa ryzyko dostania się lutu lub zanieczyszczeń.
4.1 Zalety
- Dobre rozwiązanie dla punktów testowych i połączeń wysokoprądowych wymagających dostępu.
- Możliwość pomiaru na płytce dzięki łatwemu dostępowi do obu stron przelotki.
4.2 Wady
- Odsłonięta miedź może utleniać się, jeśli nie ma odpowiedniego wykończenia.
- Rośnie ryzyko przypadkowych zwarć.
- Podczas lutowania na fali może dojść do podciągania lutu i mostków.
5.Przelotka w padzie
Via in pad, czyli przelotka w padzie, pozwala skrócić połączenia i oszczędzić miejsce, szczególnie pod BGA i obudowami o małym rastrze. Wymaga jednak wypełnienia i wyrównania przelotki, aby lut nie spływał do otworu i nie powodował pustek w połączeniu.
6.Zatykanie przelotek
Via plugging stosuje się, gdy trzeba zamknąć otwory przelotek i kontrolować przepływ lutu. Wypełnienia mogą być nieprzewodzące lub przewodzące, a wybór zależy od funkcji przelotki: izolacyjnej, montażowej, cieplnej albo prądowej.
D. Wytrawianie PCB
I. Wytrawianie PCB - jak osiągnąć doskonałe wytrawianie PCB
Trawienie PCB polega na usunięciu niepotrzebnej miedzi z laminatu, aby pozostawić zaprojektowany układ ścieżek. W produkcji profesjonalnej jest to proces kontrolowany chemicznie i wymiarowo. W warunkach domowych można wykonać prostą płytkę, ale trudno uzyskać powtarzalność, małe odstępy i wysoką niezawodność.
(Przykład procesu wytrawiania PCB)
1.Materiały i niezbędne narzędzia
Do prostego trawienia warsztatowego zwykle potrzebne są:
- drukarka laserowa
- wiertarka
- żelazko z tkaniną
- papier ścierny
- wełna stalowa
- marker permanentny
- rękawice
- lutownica
- papier błyszczący
- Chlorek żelaza
2.Kroki samodzielnego wytrawiania PCB
Krok 1: Weź wydruk układu płytki drukowanej
Wydrukuj projekt na papierze błyszczącym drukarką laserową, pamiętając o odbiciu lustrzanym, jeśli wymaga tego metoda transferu toneru. Strona z tonerem musi później przylegać do miedzi.
Krok 2: Ostrożnie przytnij miedzianą płytkę przeznaczoną na płytkę drukowaną
Przytnij laminat do wymiaru, usuń zadziory i oczyść powierzchnię miedzi papierem ściernym lub wełną stalową. Miedź musi być odtłuszczona, bo brud i tlenki pogarszają transfer.
Krok 3: Wykonaj transfer wydruku PCB na płytkę miedzianą.
Ustaw wydruk na laminacie i unieruchom go tak, aby wzór nie przesunął się podczas nagrzewania. Przy prostych poprawkach można użyć markera odpornego na trawienie, ale nie zastąpi on dokładnego projektu.
Krok 4: Wyprasuj obwód z papieru na płytkę PCB.
Podgrzej papier z tonerem żelazkiem lub laminatorem, aby toner przeniósł się na miedź. Po ostygnięciu ostrożnie usuń papier. Wzór powinien być ciągły, bez przerw i podniesionych fragmentów.
Krok 5: Wytrawianie płytki
Załóż rękawice i okulary ochronne. Przygotuj roztwór chlorku żelaza zgodnie z instrukcją producenta, pracuj w wentylowanym miejscu i zanurz płytkę do czasu usunięcia odsłoniętej miedzi. Nie wydłużaj procesu bez potrzeby, bo może dojść do podtrawienia ścieżek.
Krok 6: Czyszczenie i ostatnie szlify
Po trawieniu dokładnie wypłucz płytkę, usuń toner, sprawdź ciągłość ścieżek i zutylizuj roztwór zgodnie z lokalnymi zasadami. Zużyta chemia nie powinna trafiać do kanalizacji.
3.Środki bezpieczeństwa podczas wytrawiania PCB
Podczas trawienia używaj rękawic, okularów ochronnych i odzieży zabezpieczającej. Pracuj w miejscu z wentylacją, trzymaj pod ręką wodę do płukania i nie mieszaj środków chemicznych bez znajomości reakcji. Najważniejsze jest kontrolowanie kontaktu skóry i oczu z roztworem oraz prawidłowa utylizacja odpadów.
4.Wyzwania związane z ręcznym tworzeniem/budowaniem płytek PCB
Ręczne trawienie jest dobre do nauki i prostych prototypów, ale ma ograniczenia. Trudno utrzymać powtarzalną szerokość ścieżek, małe odstępy, metalizowane otwory, maskę lutowniczą i kontrolę impedancji. Przy projekcie użytkowym z reguły szybciej i bezpieczniej zamówić płytkę w fabryce.
II. 10 wad, które należy wziąć pod uwagę, jeśli chcesz wytrawić płytę PCB w domu
Domowe wytrawianie może być satysfakcjonujące, ale ma istotne ograniczenia:
Brak profesjonalnego sprzętu do wytrawiania PCB
Bez kontrolowanej temperatury, mieszania, fotoprocesu, metalizacji i testów elektrycznych trudno uzyskać powtarzalny wynik. Dotyczy to szczególnie płytek dwustronnych i drobnych ścieżek.
Kontrola czasu i temperatury odczynnika do wytrawiania PCB
Czas, temperatura i stężenie roztworu wpływają na szybkość trawienia. Zbyt długi proces powoduje podtrawienie, a zbyt krótki pozostawia resztki miedzi między ścieżkami.
Łatwo jest wtedy stracić połysk powierzchni płytki PCB.
Domowy proces często zostawia przebarwienia, nierówną powierzchnię i ślady utlenienia. W produkcji profesjonalnej powierzchnia jest kontrolowana przed nałożeniem maski i wykończenia.
Wytrawianie PCB i funkcje związane z PCB
Geometria ścieżek wpływa na funkcję płytki: prąd, impedancję, przesłuchy i odporność EMC. Domowe trawienie rzadko daje kontrolę wystarczającą dla szybkich sygnałów lub układów dużej mocy.
Złożony proces wytrawiania PCB
Trawienie to tylko jeden etap. Profesjonalna PCB wymaga także wiercenia, metalizacji, maski lutowniczej, opisu, wykończenia powierzchni, frezowania i testu elektrycznego. W domu większość tych etapów jest uproszczona albo pomijana.
Grubość do kontroli
Kontrola grubości miedzi i szerokości ścieżek jest kluczowa dla prądu, impedancji i niezawodności. Przy ręcznym trawieniu trudno utrzymać tolerancje wymagane przez bardziej złożone projekty.
Substancje rakotwórcze powstające podczas trawienia płytek PCB
Procesy chemiczne mogą wiązać się z substancjami niebezpiecznymi i odpadami, które trzeba prawidłowo oznaczyć, przechowywać i zutylizować. Bez zaplecza laboratoryjnego ryzyko jest większe niż w kontrolowanej produkcji.
Skrócona żywotność produktu
Płytka bez maski lutowniczej, wykończenia powierzchni i testu może szybciej korodować, mieć słabsze połączenia lutowane i gorszą odporność na wilgoć.
Proces wytrawiania płytek PCB jest trudny do przerobienia
Jeśli ścieżka zostanie podtrawiona albo przerwana, naprawa bywa możliwa tylko drutem lub przez wykonanie płytki od nowa. W produkcji seryjnej takie ryzyko ogranicza się kontrolą procesu i testami.
Użycie gorszej technologii jest samo w sobie.
Domowe metody są uproszczeniem technologii przemysłowej. Sprawdzają się edukacyjnie, ale nie zastępują fabrycznej produkcji, gdy płytka ma być niezawodna, powtarzalna i gotowa do montażu.
E. Wady produkcyjne
I. 10 przyczyn powstawania wad produkcyjnych w płytach PCB i sposoby ich eliminacji
W produkcji PCB najważniejsze jest ograniczenie ryzyka błędów jeszcze przed uruchomieniem serii. Pomagają w tym DFM, kontrola materiałów, test elektryczny, inspekcja optyczna i stabilne parametry procesu. Poniżej opisujemy częste wady oraz sposoby ich ograniczania.
Wady otworów galwanicznych Produkcja PCB
Nieprawidłowa metalizacja otworów może powodować przerwy, puste przestrzenie lub zbyt cienką warstwę miedzi. Zapobiega się temu przez właściwe wiercenie, odsmarowanie otworów, czyszczenie chemiczne i kontrolę procesu galwanicznego.
Brak maski lutowniczej pomiędzy płytkami
Brak lub zbyt wąski mostek maski między padami zwiększa ryzyko mostków lutowniczych. Rozwiązaniem jest korekta reguł projektowych, dopasowanie solder mask expansion i sprawdzenie możliwości producenta.
Problemy z kompatybilnością elektromagnetyczną przy produkcji tanich płyt PCB
Problemy EMC wynikają najczęściej z layoutu: zbyt dużych pętli prądowych, złego prowadzenia masy, braku ciągłych płaszczyzn odniesienia i niekontrolowanej impedancji. Sama niska cena produkcji nie jest przyczyną, ale zbyt agresywne oszczędności mogą ograniczyć liczbę warstw lub jakość stack-upu.
Defekty wypalonych obwodów w tanich płytach PCB
Przepalone ścieżki zwykle wynikają ze zbyt małej szerokości miedzi, zbyt cienkiej warstwy, zwarcia albo niewystarczającego odprowadzania ciepła. Trzeba obliczyć obciążalność prądową i przewidzieć margines dla temperatury pracy.
Problem wycieku chemicznego przy produkcji PCB
Pozostałości chemiczne po procesie mogą powodować korozję, przebarwienia i problemy z lutowaniem. Zapobiega się temu przez właściwe płukanie, suszenie i kontrolę czystości jonowej.
Problem wielkości podłoża w produkcji płyt PCB
Nieprawidłowy wymiar płytki może wynikać z błędów w rysunku mechanicznym, panelizacji albo kompensacji procesu. Przed produkcją trzeba potwierdzić obrys, tolerancje, frezowanie, V-cut i otwory montażowe.
Zmiany w zginaniu i wypaczaniu w procesie produkcji SMT PCB
Wygięcie płytki utrudnia druk pasty, montaż komponentów i lutowanie rozpływowe. Problem jest szczególnie istotny przy cienkich laminatach, niesymetrycznym stack-upie i nierównomiernym rozkładzie miedzi.
Niektóre przyczyny zmian kształtu:
Do przyczyn należą niesymetryczna konstrukcja warstw, nierówny rozkład miedzi, nieprawidłowe parametry laminacji, naprężenia po obróbce cieplnej oraz zbyt szybkie chłodzenie.
Rozwiąż problem:
Rozwiązaniem jest symetryczny stack-up, zrównoważony rozkład miedzi, właściwa grubość laminatu, kontrolowany profil termiczny i uzgodnienie panelizacji z producentem.
Problemy z wierceniem w usługach produkcji tanich płyt PCB
Zużyte wiertła, niewłaściwe parametry i złe podparcie mogą powodować zadziory, przesunięcia otworów i uszkodzenia laminatu. Fabryka ogranicza te wady przez dobór narzędzi, kontrolę zużycia i optymalizację prędkości wiercenia.
Defekty na powierzchni podłoża miedzianego w niskonakładowej produkcji tanich płyt PCB
Defekty powierzchni miedzi mogą pogorszyć przyczepność maski, wykończenie i lutowalność. Wymagają właściwego czyszczenia, mikrotrawienia i kontroli jakości materiału wejściowego.
Płyta PCB ma białe plamy
Białe plamy mogą wynikać z wilgoci, pozostałości chemicznych, uszkodzeń laminatu lub problemów z maską. Konieczna jest analiza przyczyny, a nie tylko czyszczenie powierzchni. Przy produkcji seryjnej należy zatrzymać partię i wykonać kontrolę jakości.
(Uszkodzona płytka PCB)
II. 7 Wady produkcyjne PCBA i ich rozwiązania
W montażu PCBA wady mogą powstać podczas drukowania pasty, układania komponentów, lutowania, czyszczenia albo kontroli. Poniżej znajdują się typowe problemy i praktyczne sposoby ograniczania ryzyka.
Problem przerwania drutu w produkcji PCBA
Przerwane połączenie to typowa wada montażu PCB, którą można ograniczyć przez kontrolę ścieżek, przewodów, złączy i test elektryczny po montażu.
(Uszkodzona płytka PCB)
Kontrole pinów i złączy
Piny i złącza mogą być przesunięte, wygięte albo niedolutowane. Kontrola AOI, inspekcja ręczna i test funkcjonalny pomagają wykryć problem przed wysyłką.
Produkcja PCBA Otwarte złącza lutownicze
Otwarte połączenie lutowane oznacza brak ciągłości między padem a wyprowadzeniem komponentu. Przyczyną może być zbyt mało pasty, utlenienie, złe zwilżanie, nieprawidłowy profil reflow albo odkształcenie płytki.
Brakujące części (przesunięcie komponentów)
Brakujące lub przesunięte komponenty wynikają z błędów pick-and-place, niewłaściwej lepkości pasty, wibracji transportu albo problemów z biblioteką footprintów. Pomaga kontrola pierwszej sztuki i AOI po reflow.
Analiza rozpraszania ciepła przy produkcji PCBA
Komponenty mocy wymagają właściwych padów termicznych, przelotek cieplnych i profilu lutowania. Radiator SMD musi być dobrze zwilżony lutem, ale nadmiar pasty może powodować pływanie komponentu i pustki.
Zwarcia przy produkcji PCBA
Zwarcia najczęściej wynikają z mostków lutowniczych, zanieczyszczeń, przesunięcia komponentów albo złego projektu padów. Ogranicza je poprawny szablon, właściwa ilość pasty i kontrola procesu reflow.
Wycieki płynów chemicznych
Pozostałości topnika lub środków czyszczących mogą powodować upływności i korozję. Trzeba stosować proces czyszczenia zgodny z typem topnika i wymaganiami niezawodności urządzenia.
III. 11 prostych kroków, które musisz znać, aby uniknąć kulek lutowniczych w produkcji SMT
Kulki lutownicze w SMT mogą oderwać się i spowodować zwarcie, dlatego nie wolno traktować ich jako kosmetycznej wady. Najczęściej są skutkiem wilgoci, nadmiaru pasty, złego profilu reflow, zabrudzeń lub problemów z szablonem.
PCB ma wilgoć
Laminat i komponenty mogą pochłaniać wilgoć podczas przechowywania. Podczas reflow wilgoć gwałtownie odparowuje, co może powodować rozpryski pasty, pęcherze lub uszkodzenia komponentów wrażliwych na wilgoć.
Środki zaradcze:
Płytki i komponenty należy przechowywać w suchych warunkach, a elementy MSL obsługiwać zgodnie z normą i zaleceniami producenta. W razie potrzeby stosuje się suszenie przed montażem.
Zbyt duża ilość topnika w paście lutowniczej
Topnik usuwa tlenki i poprawia zwilżanie, ale nadmiar lub niewłaściwy typ pasty może zwiększać ryzyko rozprysków i kulek lutowniczych.
Środki zaradcze:
Dobierz pastę do procesu, przechowuj ją zgodnie z kartą techniczną i kontroluj czas od wyjęcia z chłodni do druku. Nie mieszaj past o różnych parametrach.
Niewłaściwa temperatura podgrzewania
Zbyt szybkie podgrzewanie może powodować gwałtowne odparowanie lotnych składników pasty i rozpryski lutu. Zbyt niski lub zbyt krótki profil może pogorszyć aktywację topnika.
Środki zaradcze:
Ustaw profil reflow zgodnie z zaleceniami producenta pasty i komponentów. Kontroluj rampę temperatury, czas w strefie soak, temperaturę szczytową i czas powyżej liquidus. Nie podnoś temperatury gwałtownie bez pomiaru profilu.
Problemy z drukowaniem pasty lutowniczej
Zabrudzony szablon, zła separacja, niewłaściwy docisk rakli lub źle dobrane apertury mogą zostawić nadmiar pasty albo smugi między padami.
Środki zaradcze:
Utrzymuj czysty szablon, kontroluj parametry druku i stosuj apertury dopasowane do footprintu. Szczelina między szablonem a płytką powinna być kontrolowana, a separacja powtarzalna.
Brakująca maska lutownicza pomiędzy sąsiednimi płytkami
Brak mostka maski między sąsiednimi padami zwiększa ryzyko mostków i kulek lutowniczych, szczególnie przy małym rastrze.
Środki zaradcze:
Sprawdź minimalną szerokość solder mask dam u producenta i dopasuj reguły projektowe. Jeśli mostek maski jest niemożliwy, trzeba skorygować apertury szablonu i profil procesu.
Niewłaściwe rozmieszczenie padów
Błędny footprint może powodować nadmiar pasty, przesuwanie elementu, tombstoning albo zwarcia. Problem często pojawia się przy bibliotekach tworzonych bez sprawdzenia noty katalogowej.
Środki zaradcze:
Używaj footprintów zgodnych z zaleceniami producenta komponentu i regułami montażu. Przed serią warto wykonać kontrolę DFM oraz sprawdzić pierwszą sztukę.
Resztki pozostawione na powierzchni PCB i padach
Zanieczyszczenia na padach pogarszają zwilżanie i mogą powodować kulki lutownicze, otwarte połączenia lub korozję po montażu.
Środki zaradcze:
Stosuj czyste płytki, kontroluj okres przydatności wykończenia powierzchni i dobierz proces czyszczenia do topnika. W razie problemów wykonaj analizę czystości jonowej.
Problemy z wymiarami szablonów
Zbyt gruby szablon lub zbyt duże apertury nanoszą za dużo pasty. Przy drobnym rastrze nawet niewielki nadmiar może skończyć się kulkami albo mostkami.
Środki zaradcze:
Dobierz grubość szablonu do najmniejszych komponentów i zapotrzebowania na pastę dla większych padów. W razie potrzeby stosuj redukcję apertur lub szablon schodkowy.
Niewspółosiowość druku pasty lutowniczej lub komponentów
Niewspółosiowość druku lub układania komponentów powoduje nierówne zwilżanie, przesunięcia elementów i większe ryzyko kulek lutowniczych.
(Niewspółosiowość pasty lutowniczej)
Środki zaradcze:
Skalibruj drukarkę pasty i automat pick-and-place, sprawdź fiduciale oraz stabilność panelu. Pierwsza sztuka powinna przejść kontrolę przed rozpoczęciem serii.
Niewłaściwa siła nacisku
Zbyt duży nacisk rakli może wypychać pastę pod szablon, a zbyt duży nacisk dyszy pick-and-place może deformować depozyt pasty lub przesuwać komponent.
Środki zaradcze:
Ustaw parametry nacisku na podstawie testów procesu, typu szablonu, lepkości pasty i komponentów. Kontroluj zarówno druk pasty, jak i siłę odkładania elementów przez automat.
Utlenianie pasty lutowniczej
Pasta lutownicza starzeje się i utlenia, jeśli jest źle przechowywana albo zbyt długo pozostaje na szablonie. Pogarsza to zwilżanie i zwiększa liczbę wad lutowania.
Środki zaradcze:
Używaj pasty w terminie przydatności, przechowuj ją w zalecanej temperaturze, pozwól jej osiągnąć temperaturę pokojową przed otwarciem i kontroluj czas ekspozycji na linii SMT.
Wnioski
Produkcja PCB zaczyna się od właściwego materiału, ale końcowa jakość zależy od całego łańcucha decyzji: laminatu, miedzi, wykończenia powierzchni, przelotek, trawienia, wiercenia, montażu i kontroli. Nie każdy projekt wymaga najdroższych materiałów, ale każdy wymaga spójnej specyfikacji i procesu dopasowanego do zastosowania.
Jeśli potrzebujesz produkcji lub montażu PCB, prześlij nam pliki Gerber, BOM i wymagania techniczne. OurPCB pomoże dobrać technologię, sprawdzi projekt pod kątem DFM i przygotuje wycenę w 12 godzin roboczych.