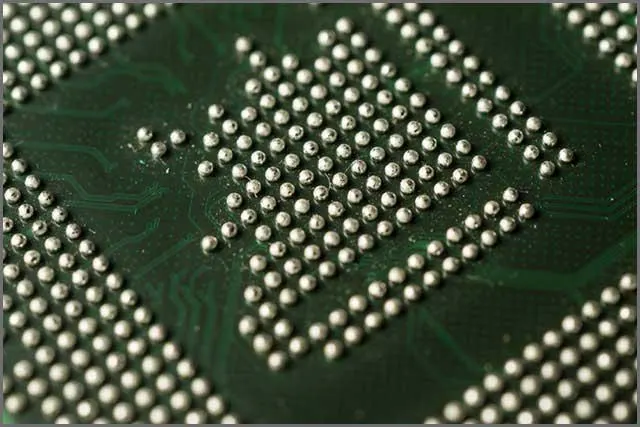
Kulka lutownicza to kula lutu, która może służyć do połączenia pakietu układów scalonych i płytki PCB. Możesz również użyć płytek lutowniczych do połączenia ułożonych w stos pudełek w panelach wielochipowych.
Mogą być montowane na płytkach drukowanych ręcznie lub za pomocą zautomatyzowanych urządzeń. Ich umieszczenie jest zwykle zabezpieczone przez lepki topnik.
Kulki lutownicze są jednak mieczem obosiecznym. Kulki lutownicze są również najczęstszym defektem, który zakłóca procesy montażu SMT. Kulka lutownicza umieszczona w odległości 0,13mm od ścieżek lub szersza niż 0,13mm średnicy narusza zasadę minimalnego odstępu elektrycznego.
Błędy, które mogą spowodować, że kulka lutownicza spowoduje wady w zmontowanej płytce PCB są niezliczone. Według IPC, kulki lutownicze nie powodują wad, o ile są mocno trzymane na miejscu. Ten artykuł analizuje dobre, złe i brzydkie strony kulek lutowniczych.
1、Co to jest kulka lutownicza?
Kulki lutownicze nazywane są również solder bump lub solder sphere, ze względu na ich geometrię. Kulka lutownicza jest kulisty kawałek lutu używany do łączenia pakietów chipów do PCB.
Kulki lutownicze są tworzone w sekwencyjnych procesach flow/quench lub reflow. Po przejściu przez te procesy, są one następnie odtłuszczane i klasyfikowane.
Można zwiększyć niezawodność kontaktu kulki lutowniczej poprzez spłaszczenie jej kształtu kulki do kształtu monety. Taką kulkę lutowniczą nazywamy monetą.
Kiedy kulki lutu są złą wiadomością dla PCB
Kulki lutownicze mogą również powodować wady w płytkach PCB. Mogą one osłabić niezawodność elektryczną elektroniki PCB. Kulki lutownicze w odległości 0,13 mm od ścieżek lub o średnicy większej niż 0,13 mm naruszają zasadę minimalnego odstępu elektrycznego.
Norma IPC A 610 określa, że nawet płytki lutowane o średnicy <=0,13mm mogą powodować defekty. Takie defekty powstają, gdy pięć kulek lutowniczych o określonej średnicy zostanie umieszczonych z 100mm^2.
Można nieumyślnie stworzyć szkodliwe kulki lutownicze podczas automatycznego rozpływu, jak również podczas lutowania ręcznego. Gdy kulka lutownicza nie jest wypaczona w pozostałości no-clean lub powłoce conformal, staje się zmorą.
Jednak określenie, czy kulka jest uwięziona w pozostałości no-clean lub powłoce konformalnej może być skomplikowane. Jednak jednym naturalnym i niezawodnym sposobem, który można wykorzystać do określenia tego jest zamiatanie jej szczotką.
Jeśli pozostanie ona na miejscu po przeczesaniu jej szczotką, nie spowoduje żadnych wad. Takie jest stanowisko IPC w tej sprawie.
Istnieje kilka innych sposobów na rozwiązanie problemu z kulką lutowniczą. Najbardziej skuteczna metoda rozwiązywania problemów najpierw próbuje zidentyfikować etap, w którym pojawia się niezamierzona kulka lutu.
Wadliwa kulka lutu może pojawić się zarówno podczas procesu drukowania, metody pick-and-place, jak i procesu rozpływu.
Kulki lutownicze są integralną częścią większości elektroniki użytkowej. Ponieważ jednak konsumenci coraz częściej domagają się bardziej inteligentnych, wydajnych i przenośnych urządzeń elektronicznych, coraz bardziej krytyczne staje się właściwe wykonanie płytek lutowniczych.
Jednakże, kulki lutownicze pozostają jednym z najbardziej złożonych i delikatnych elementów obwodów elektrycznych. Jego użycie wymaga dużej sumienności.
Chcesz dowiedzieć się, jak najlepiej rozmieścić kulki lutownicze? Czytaj dalej.
Kulka lutownicza
2、Zawór kulki lutowniczej
Zawór lutowniczy może pełnić rolę łącznika pomiędzy wieloma stosami układów scalonych w PCB. Może służyć do regulacji przepływu elektronów i sygnałów pomiędzy różnymi warstwami stosu.
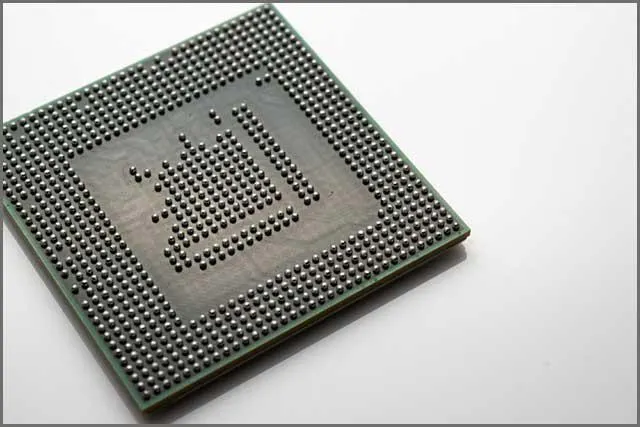
Zawory kulowe lutowane są zazwyczaj zawarte w układzie siatki kulowej (BGA). BGA zwykle zapewnia więcej wzajemnych połączeń niż podwójny pakiet liniowy lub płaski.
Jak lutować zawór kulowy
Opisana tutaj metoda polega na umieszczeniu zaworów kulowych na pakietach BGA za pomocą narzędzia do pobierania kul. Głównym celem jest utworzenie tablicy kulek lutowniczych na podłożu.
Będziesz używać tego podłoża do łączenia miejsc przewodzących na innych podłożach.
Aby wdrożyć tę metodę, będziesz potrzebował narzędzia do zbierania kulek. To narzędzie do zbierania piłki wykorzystuje ssanie próżniowe do zbierania kulek lutowniczych z płynnego zbiornika piłki. Oznacza to, że trzeba zbiornik kulki lutowniczej, który zawiera zbiór wstępnie wykonanych kulek lutowniczych.
Zbiornik powinien również pochodzić z środków mocujących. To również oznacza, że potrzebujesz co najmniej jednej próżni. To również oznacza, że potrzebujesz co najmniej jednego źródła próżni, aby zapewnić kryzie narzędzia siłę ssącą.
Narzędzie do odsysania próżniowego ma co najmniej jedną kryzę do pobierania wstępnie przygotowanego narzędzia do lutowania. Jest również wyposażony w gniazdo kulowe podłączone do źródła podciśnienia i źródła ciśnienia, z możliwością sterowania.
Narzędzie rozmieszcza strumień gazu w celu wstrzyknięcia pobranych kulek lutowniczych do miejsc przewodzących podłoża.
W innym układzie technologii, pady podłoża umieszcza się w zbiorniku z kulkami lutowniczymi. Powłoka jest stosowana z topnikiem lub klejem, który przyciąga i wiąże się z kulkami lutowniczymi w basenie.
Nadal chcesz dowiedzieć się więcej o najlepszych sposobach wykorzystania kulek lutowniczych? Dowiesz się tego w następnym rozdziale.

Kulka lutownicza
3、Jak zrobić kulkę lutowniczą?
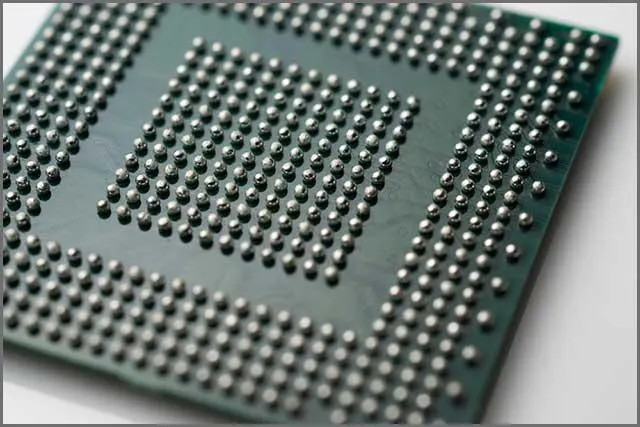
Jedną z najstarszych i powszechnie stosowanych metod tworzenia kulek lutowniczych jest metoda 3-Orifice design. W tej metodzie zaczynamy od pozyskania solidnego stopu lutowniczego, najlepiej Sn63Pb37 lub lutu bezołowiowego.
Zrób ze stopu lutowniczego drut lutowniczy lub arkusz lutowniczy. W przypadku drutu należy go pociąć na drobne kawałki, a w przypadku arkusza lutowniczego wybić drobiny. Wytnij kawałki i wypustki w miarach, które dokładnie dadzą objętość kulki lutowniczej o średnicy 2 mm.
Następnie umieść kawałki i wypustki w kolumnie gorącego oleju, aby się roztopiły. Górna część kolumny gorącej ropy powinna mieć temperaturę powyżej temperatury topnienia. Ponadto temperatura dolnej sekcji powinna być poniżej temperatury topnienia.
Otrzymasz pożądane kulki lutownicze, gdy kawałki i plamki w kolumnie gorącego oleju stopią się. Następnie schłódź kulki w lepkiej cieczy.
Zauważ, że obecność tlenków w kolumnie może zniekształcić kulisty kształt kulek. Można jednak umieścić nad kolumną warstwę topnika, aby temu zapobiec.
Metoda ta jest bardzo wydajna i tania. Dzięki niej można wytworzyć do 7000 wysokiej jakości kulek lutowniczych na sekundę w dowolnej kryzie. Jednakże, technika ta ma również swoje minusy.
Na początek, technika ta może być obarczona zanieczyszczeniem i okazać się niechlujna. Każda z kulek będzie miała inną wagę, choć można zmierzyć ich wartości. Ponadto, prawie niemożliwe jest uzyskanie kulek o tolerancji 1,5%.
The Importance of The Packaging on The Formed Solder Ball Jak wspomniano powyżej, obecność tlenków może zniekształcić kształt kulki lutowniczej. Jednym ze sposobów zapobiegania utlenianiu kulek lutowniczych jest opakowanie.
Opakowanie nie tylko zapobiega usuwaniu tlenu, ale może również przedłużyć okres przydatności kulek lutowniczych nawet poza ich datę ważności.
Chcesz dowiedzieć się więcej o tym, jak uniknąć wadliwych płytek lutowniczych? W następnym rozdziale znajdziesz odpowiedzi.
Kulka lutownicza
4、Co powoduje Solder Balls podczas lutowania ręcznego?
Oto niektóre z przyczyn powstawania kulek lutowniczych.
Wilgoć
Obecność wilgoci w paście lutowniczej może spowodować eksplozję kulek lutowniczych podczas rozpalania. Woda przenika do pasty lutowniczej podczas chłodzenia.
Jeśli pasta nie osiągnie temperatury pokojowej po wyjęciu jej z lodówki, nasiąknie wilgocią. Można jednak wyeliminować wodę poprzez pieczenie.
Płytka drukowana
Sama płytka może powodować niepożądane kulki lutownicze podczas lutowania ręcznego. Powietrze, wilgoć lub alkohol używane do czyszczenia płytki mogą sprawić, że płytka wyda niechciane kulki lutownicze.
Zanieczyszczenia te mogą wkraść się pomiędzy warstwy, otwarte przelotki i otwory przelotowe płytki z pękniętym lub niekompletnym poszyciem. Ponadto, gdy płytka jest podgrzewana w procesie rozpływu, zanieczyszczenia te są wypychane na zewnątrz. Ich gwałtowne wydostanie się powoduje wystrzelenie gazów we wszystkich kierunkach i w konsekwencji rozdmuchanie płynnego lutu na całej płytce. Gazy z topnika pasty również mogą wywołać ten efekt, gdy wydostają się z części płyty blisko powierzchni.
Jeśli Twoja płyta przepuszcza zanieczyszczenia przez otwarte krawędzie, szczeliny i otwory przelotowe, nie ma zbyt wiele nadziei. Najprawdopodobniej będziesz musiał przerobić płytkę, ponieważ nie da się wypalić uwięzionego powietrza.
Jeżeli spod płytki wydobywają się gazy z pasty, możesz to rozwiązać poprzez zmniejszenie ilości pasty. Możesz to również naprawić poprzez zminimalizowanie ilości lotnych substancji w paście.
Rozmazane szablony
Twój szablon może być rozmieszczony niedokładnie. Musisz upewnić się, że proces czyszczenia pod szablonem, którego używasz jest skuteczny i dokładny.
Może być tak, że używasz nieodpowiedniej rolki do wycierania pod szablonem, która jest zbyt gruba. Niewłaściwa grubość rejestracji może powodować rozchodzenie się kulek po spodniej stronie szablonu. Ponadto, gdy w końcu użyjemy szablonu na PCB, dodatkowe kulki osadzają się na płytce.
Niewłaściwa formuła pasty lutowniczej
Źle sformułowane pasty lutownicze mogą eksplodować podczas rozpływu ciepła i wydmuchać płynne lutowie losowo na całej płytce. Lotne materiały są zazwyczaj najbardziej prawdopodobnymi przyczynami eksplozji.
W takich przypadkach można zapobiec eksplozjom poprzez zmniejszenie szybkości narastania ciepła. Pozwala to na wypchnięcie lotnego materiału bez gwałtownego odgazowania. Należy jednak upewnić się, że podgrzewanie odbywa się wystarczająco wolno.
Najlepsza technika rozwiązywania problemów z kulkami lutu występującymi podczas lutowania ręcznego
Najlepszym sposobem na poznanie przyczyn powstawania kulek lutowniczych podczas lutowania ręcznego jest przetestowanie wielu produktów. Celem jest sprawdzenie, czy defekt występuje w określonych typach PCB. Uruchom różne płytki z tą samą pastą lutowniczą i sprzętem, aby wskazać dokładne zmienne, z których pochodzi usterka.
W następnym rozdziale zagłębimy się w niezawodność kulek lutowniczych i jakie techniki rozwiązywania problemów należy stosować.
Kulka lutownicza
5、Zawodność złącza lutowanego kulką
Przeprowadzono badania mające na celu pokazanie wpływu grubości warstwy Pd na niezawodność złącza kulki lutowniczej. Przedmiotem badania było bezelektrodowe pokrycie galwaniczne Ni/Pd/Au na złączu kulki lutowniczej Sn-3.0Ag-0.5Cu (SAC305). W badaniu wykorzystano test ścinania kulki lutowniczej.
Grubość warstwy Pd w zakresie 0,05-0,02 mikrona była optymalna dla niezawodności złącza lutowanego po wielu cyklach rozpływu. Badania wykazały również, że złącza lutowane kulkowe są bardziej niezawodne przy zastosowaniu elektrod o grubości 0,02 mikrona.
Wynik ten jest nawet lepszy niż uzyskany przy zastosowaniu bezelektrodowego galwanizowania Ni/ Au.
Badanie pokazuje również, że kształt i grubość związków międzymetalicznych (IMCs) determinują niezawodność kulki lutowniczej. W szczególności, stopień adhezji w warstwie dendrytu na styku IMCs/lutownica ma ogromny wpływ na niezawodność kulki lutowniczej.
Wykazano również, że (Cu, Ni, Pd)6Sn5 IMCs, które zawierały niewielkie ilości Pd daje doskonałą niezawodność złącza lutowniczego. Głównie dlatego, że Pd hamował wzrost IMC.
Chcesz poznać bliżej kwestie ograniczające niezawodność kulek lutowniczych? Czytaj dalej
6、Problemy i wady
Norma IPC A 610 stanowi, że pięć kulek lutowniczych o średnicy <=0,13mm nie powinno znajdować się w obrębie 100mm^2. Jednak nie jest to jedyny powód wadliwej kulki lutowniczej.
Lut może płynąć po mokrej ścieżce z powodu słabej powłoki rezystancyjnej. Niepewna warstwa może nie przylegać do powłoki cynowo-ołowiowej ścieżki. Powłoka może również zawieść w wyniku słabej kontroli grubości druku. Pomocne byłoby zachowanie szczególnej ostrożności przy usuwaniu kulek lutowniczych powstałych z powodu niskiej jakości powłoki rezystancyjnej spowodowanej wilgocią. W ten sposób można łatwo uszkodzić ścieżkę.
Lutowanie falowe
Losowe kulki lutu mogą wystąpić z powodu wypluwania z fali. Wada ta jest więc związana bezpośrednio z parametrami lutowania na fali. Oddzielenie zamka może być spowodowane umieszczeniem lutu w odległości od ścieżek.
W takim przypadku lut może odbijać się od kąpieli.
Ponadto może dojść do powstania kulki lutowniczej, jeśli źle ustawimy podgrzewanie wstępne lub nieodpowiednio zwiększymy ilość topnika. W tym przypadku rozpuszczalnik będzie wadliwie wydostawał się z topnika.
Możesz zidentyfikować ten problem poprzez zawieszenie szklanej płytki nad falą. Powinno być widać kilka bąbelków na dole szkła, gdy szkło styka się z falą. Im mniej pęcherzyków zauważysz, tym lepiej.
Należy również potwierdzić, że rezystor i topnik są kompatybilne.
Eksplodujące materiały lotne
Występowanie przypadkowych połączeń lutowanych może być również spowodowane eksplozjami wywołanymi przez pozostałości lotne w topniku. Można to rozwiązać umieszczając kawałek białej kartki nad falą, pozostawiając ją tam podczas przebiegu fali.
Pomoże to, jeśli nie będziesz przetwarzał deski podczas robienia tego za pierwszym razem. Następnie przeprowadź deskę przez maszynę, podczas gdy kawałek białej kartki pozostaje na miejscu. Najprawdopodobniej stamtąd zidentyfikujesz winowajcę.
Podsumowując
Wiele przyczyn może powodować wadliwe lutowanie płytek. Poniżej znajduje się zestawienie najczęstszych przyczyn:
Brak masek lutowniczych pomiędzy sąsiednimi padami.
Temperatura podgrzewania nie jest wystarczająco wysoka, aby aktywować topnik.
Brak odpowiedniej przestrzeni pomiędzy sąsiadującymi padami.
Niewłaściwe rozmieszczenie elementów na płytce drukowanej.
Pozostałości lutu na powierzchniach PCB i padach.
Wyciśnięta pasta lutownicza z powodu zbyt dużego nacisku przy układaniu.
Użycie pasty w nadmiarze i wystąpienie osadu pasty.
Nieczyszczony szablon umazany od spodu pastą lutowniczą.
Niewłaściwe ułożenie pasty lutowniczej podczas drukowania.
Najlepsze metody rozwiązywania problemów
1. Upewnij się, że mata i szablon są kompatybilne, a wymiary właściwe.
2. Czyszczenie szablonów tak szybko i tak dokładnie jak to możliwe.
3. Wyregulować ciśnienie drukowania pasty lutowniczej.
4. Wyeliminowanie szczeliny pomiędzy płytką drukowaną a szablonem.
5.Zastosowanie innej maski lutowniczej pomiędzy padami.
6. Regulacja nacisku, aby wybrać i umieścić dyszę.
7. Oddzielenie nowego flexa od starego flexa.
Solder Ball
7、Wniosek
Jednym ze sposobów na upewnienie się, że wszystko zrobisz dobrze jest użycie wysokiej klasy narzędzi obserwacyjnych. Sprawdzaj każde miejsce, w którym używana jest pasta lutownicza podczas każdego procesu używając mikroskopu lub rentgena.
Niezależnie od rodzaju zainstalowanych komponentów i płytki drukowanej, czy też czyszczenia panelu, możesz użyć tych narzędzi do obserwacji. Jednak korzystając z informacji zawartych w niniejszym podręczniku, można w pełni wykorzystać płytki drukowane
Niemniej jednak powinieneś być w stanie uzyskać pomoc od producenta Należy jednak upewnić się, że pomoc techniczna od producenta pochodzi od doświadczonych techników Nie wszyscy przedstawiciele producentów są w pełni świadomi właściwości produktów elektronicznych PCB
Jednak mamy solidne rekordy i doświadczenie w piłkach cynowych i płytkach drukowanych Teraz możesz skorzystać z naszej głębokiej bazy wiedzy na temat procesów SMT