jest niezbędnym procesem przy mocowaniu elementów do PCBS. Ma znaczący wpływ na ogólną jakość i wydajność płytki drukowanej. Istnieją różne procesy, i techniki. Stąd, nie jest rzadkością dla procesu przytłaczające dla początkujących, a nawet ekspertów.
Ten artykuł przedstawia ostateczny przewodnik po PCB. Dowiesz się, jak wybrać najlepszy lut do płytek drukowanych, typowe problemy PCBS, i jak ich uniknąć. Dowiesz się również o kulki lutowniczy i jak je zrobić.
pcbs
9 sposobów na wybór najlepszego lutu do płytek drukowanych
1. Lutownice na bazie ołowiu lub bezołowiowe?
Lutownice na bazie ołowiu to stopy składające się z cyny i ołowiu. Obecnie spoiny na bazie ołowiu nie są już konwencjonalne ze względu na zagrożenia dla zdrowia związane z ich użyciem z powodu wdychania lub spożycia ołowiu.
W rezultacie większość organów normalizacyjnych sugeruje użycie lutów bezołowiowych. Niemniej jednak lutownice bezołowiowe mają wysokie temperatury topnienia, więc są dość trudne do pracy, ale zwykle nie stanowią problemu.
2. Na podstawie zawartości chemicznej lutu
Lutownice na bazie ołowiu to stopy zawierające około 60 % cyny i 40 % ołowiu. Spoiny na bazie ołowiu mają temperaturę topnienia między 180 °C – 190 °C. Ponieważ PCBs są wrażliwe na wysokie temperatury, podstawową funkcją cyny jest obniżenie temperatury topnienia stopu. Lut na bazie ołowiu jest najbardziej odpowiedni do stosowania w przemyśle lotniczym lub elektroniki medycznej.
Lut bezołowiowy to stop składający się z cyny i miedzi. Ma wyższą temperaturę topnienia niż spoiny na bazie ołowiu. Chociaż powodują one powstawanie wąsów, nadal są idealne dla wielu elektroniki ze względu na ich niskie ryzyko dla zdrowia.
Przewody lutownicze mają wydrążony rdzeń biegnący przez środek. Wydrążony rdzeń mieści się w chemiwce strumienia. Strumień jest substancją chemiczną, która zapobiega utlenianiu, gdy tlen w powietrzu reaguje z gorącym metalem. Flux pomaga poprawić kontakt elektryczny i wsparcie mechaniczne w przegubych lutowanych.
3. Koszt lutu
Lutownice bezołowiowe są na ogół bardziej kosztowne niż spoiny na bazie ołowiu ze względu na jego pożądane właściwości, takie jak wytrzymałość. Niemniej jednak, nadal można osiągnąć te korzystne właściwości z lutów na bazie ołowiu. Można to osiągnąć, pokrywając srebrem i innymi związkami. Srebrna powłoka zapewnia większą wytrzymałość niż cyna.
4. Jaki powinien być prawidłowy wymiar?
Przewody lutownie są w różnych średnicach, co zależy od liczby mierników. Na przykład numery mierników 18, 20 i 21 odpowiadają średnicom 1,22 mm, 0,914 mm i 0,813 mm.
Ważne jest, aby znać odpowiednią szerokość drutu lutowa potrzebną przed wykonaniem pracy. Grube przewody lutowniczych pomagają szybko spawać większe połączenia, ale mogą być trudne w przypadku stosowania w mniejszych połączeniach. Niemniej jednak, druty lutowniczy o średnicy 0,711 mm są uważane za najlepszą opcję dla początkujących.
Ponadto drut lutowniczy o średnicy 1,22 mm (miernik 18) nadaje się do plastikowego pakietu dual in-line (PDIP) o odstępach między 0,1 cala. Należy używać mniejszych średnic drutu dla mniejszych PCBs.
5. na podstawie twoich projektów
Różne projekty wymagają różnych rodzajów. Podczas gdy niektóre rodzaje lutownic nie stanowią zagrożenia dla zdrowia w określonych środowiskach, inne typy lutownicy mogą być niebezpieczne do użycia w tym samym środowisku. Oto niektóre z lutów, których powinieneś używać w różnych środowiskach
Kiedy wybrać lutownice na bazie ołowiu
Chociaż nie było debaty na temat zagrożeń dla zdrowia związanych z ołowiu na lutownice, nie ma wystarczających dowodów na poparte roszczeniami. Dlatego spawaki na bazie ołowiu są najbardziej preferowanym wyborem w przemyśle lotniczym i medycznym.
Lutownice bezołowiowe
bezołowiowe zyskują na popularności w stosunku do konwencjonalnych lutów ołowiowych. Są one stosowane w prawie wszystkich rodzajach elektroniki.
Aplikacja amatorska
Ze względu na wysokie koszty lutów na bazie ołowiu, początkujący i amatorzy mogą zdecydować się na standardowe spawanie Sn60Pb40.
Lutownicza na bazie ołowiu stosowana w PCBS
6. Jak wybrać lut w oparciu o produkt elektroniczny?
Przed wyborem lutu należy zwrócić szczególną uwagę na charakter produktu elektronicznego. Wybór niewłaściwych spoin może stanowić poważne wyzwanie, takie jak korozja i awaria spowodowana zmęczeniem. Na przykład, jeśli planujesz pozłacanych komponentów, powinieneś wybrać 70Pb30. Zapewnia wysoką odporność na zmęczenie podczas jazdy termicznej.
7. Jaka jest idealna średnica lutownicza dla Ciebie?
Przed wyborem średnicy przewodów lutowniczych do wykorzystania w projekcie, należy być dobrze zorientowani w liczbach mierników. Numer miernika jest terminem branżowym używanym do opisania grubości przewodów lutowniczych.
Duże liczby mierników dla przewodów lutowniczych to 16, 18, 20, 21 i 22. Odpowiadają one 1,63 mm, 1,22 mm, 0,914 mm, 0,813 mm i 0,711 mm. Jak widać, im większa liczba mierników, tym mniejsza średnica drutu.
Miernik 22 drut lutowniczy nadaje się do mniejszych PCBS, ponieważ szpilki są znacznie bliżej. Natomiast w przypadku starszych płytek drukowanych o większym odstępie między pinami należy użyć przewodu lutowniczego gauge 16.
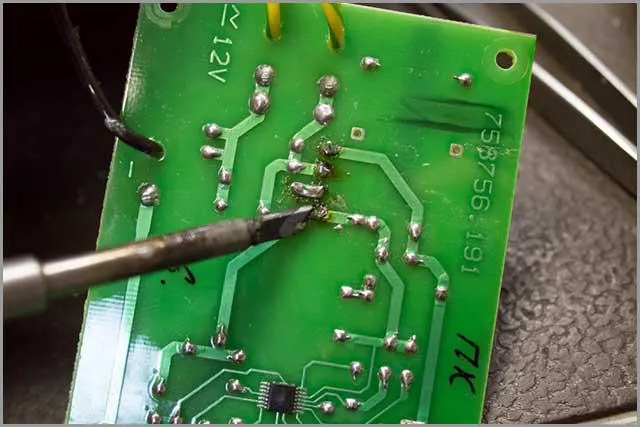
8. Lutowniczy w naprawie płytki drukowanej
Podczas naprawy PCBS należy wziąć pod uwagę takie czynniki, jak rozstaw pinów i rezystancja termiczna. Zgodnie z ogólną zasadą, można użyć lutów bezołowiowych o małych średnicach dla prawie każdej działalności naprawy płytki drukowanej. Cienkie przewody pozwalają utrzymać kontrolę, co pozwala na doskonałą pracę.
Naprawa płytki drukowanej Źródło:
9. Skoncentruj się na okresie przydatności do spożycia lutu
Stopy stosowane w lutownicy odgrywają kluczową rolę. Zmniejsza działanie korozyjne i poprawia właściwości elektryczne. Ponadto określa okres przydatności do spożycia przewodów (topnik-rdzenia). Stopy zawierające ponad 70 % ołowiu pozostają użyteczne przez około dwa lata po wyprodukowaniu, podczas gdy pozostałe stopy mają okres przydatności do spożycia wynoszący około trzech lat.
Pcb - 15 Wspólne PCBS problemy, aby uniknąć
Istnieje wiele błędów, które ludzie popełniają podczas PCB; oto lista najczęściej spotykanych. Należy ich unikać, jeśli obawiasz się o pożądane i doskonałe wyniki.
1. Lutownicze zmostkowe Złe złącza lutownicze.
Mostki lutownicze kojarzą się głównie z mniejszymi i kompaktowymi komponentami podczas PCBS. Ten problem występuje w wyniku niechcianych połączeń między dwoma lub więcej stawów. Prowadzi to do zwarcia, które ostatecznie uszkadzają komponenty.
Ten problem jest szczególnie trudny, ponieważ most może być zbyt mały i niezauważalny. Jeśli jednak możesz znaleźć mostek, możesz szybko rozwiązać ten problem. Wszystko, co musisz zrobić, to stopić lutownicę w środku za pomocą lutownicy i usunąć nadmiar lutu za pomocą przyssawki lutowa.
Mostki lutownicze
2. Nadmierna lutownicza
Początkujący są szybkie, aby zastosować jak najwięcej lutu do szpilki, jak mogą. Ten akt jest częstym błędem, który prowadzi do nadmiernego nagromadzenia na paznokciu i powoduje mostki lutownicze.
Innym skutkiem ubocznym nadmiernego jest to, że odstrasza prawidłowe zwilżanie zarówno szpilki, jak i podkładki. Najlepszym sposobem uniknięcia tego problemu jest zastosowanie wystarczającej ilości lutu do zwilżania podkładki i kołka podczas.
3. Balowanie lutownicza
Balling jest częstym problemem, który występuje podczas płytek drukowanych. Jak sama nazwa wskazuje, kulki lutowniczye są kulistymi żołnierzami, którzy przylegają do płytki drukowanej.
zwykle występuje podczas procesu ponownego wlania po wybraniu niewłaściwej temperatury ponownego wlania. Występuje również wtedy, gdy w niektórych składnikach występuje wilgoć. Należy przyjąć odpowiednie procedury, aby uniknąć tego wspólnego błędu.
4. Zimne stawy
Połączenie zimne oznacza po prostu słabe połączenie między komponentami a płytą PCBS. Gdy temperatura jest zbyt niska, ten typ wspólnej formy wystąpił, gdy nie dopuszedniasz do odpowiedniego nagrzania się lutownicy. Jeśli nie jest dozorowany, prowadzi to do pęknięcia i, ostatecznie, awarii całego elementu.
5. Przegrzane stawy
Natomiast przegrzane połączenia występują, gdy temperatura PCBS jest zbyt wysoka lub gdy nie przepływa. Powoduje to również awarię całego elementu; w związku z tym należy tego unikać.
6. Tombstoning (nagrobek)
Tombstoning jest częstym problemem w PCBS. Występuje, gdy komponent pasywny, taki jak rezystor, częściowo podnosi się z podkładki na jednym końcu. I jak sama nazwa wskazuje, przypomina płyty, które często można znaleźć na cmentarzu.
Ten problem pojawia się, gdy na jednej podkładce nie zakończy procesu zwilżania. Aby uniknąć tego problemu, należy upewnić się, aby sprawdzić wymiary podkładki i wykorzystać lepsze wykończenie PCBS.
Jednym ze sposobów uniknięcia tego jest sprawdzenie wymiaru padu. Gdy jeden wymiar pad jest większy niż drugi, zakończy proces zwilżania szybciej, ponieważ dodatkowa miedź będzie działać jako radiator.
7. Niewystarczające zwilżanie
Zwilżanie jest idealną sytuacją, w której lutowany na płytę osiągnął stan płynu, dzięki czemu prawidłowo przymocował się do podkładki lub komponentu. Gdy proces ten nie jest wystarczający, lutownicy nie kleją się prawidłowo z elementem lub podkładką, co prowadzi do słabych połączeń.
Inżynierowie powodują to, gdy nie nałożą wystarczającej ilości ciepła na pióro i podkładkę lub gdy nie dają lutowi wystarczająco dużo czasu na przepływ. Czyszczenie płytki drukowanej i ogrzewanie zarówno podkładki, jak i kołka pomogłoby zapobiec temu problemowi.
8. Przeskakiwanie lutowniczych
Przeskaki są niesłodzonymi połączeniami montażowymi powierzchniowymi. Występuje, gdy przeskakuje nad podkładką montażową powierzchni, co powoduje, że obszar lub podkładka nie są podłączone. Z reguły należy unikać umieszczania nierównych rozmiarów podkładek dla komponentu SMD.
9. Podnoszone klocki
Jak sama nazwa wskazuje, podnoszone klocki występują, gdy podkładka komponentu podnosi się z płytki drukowanej. Jest to zazwyczaj spowodowane przy próbie usunięcia części, która została omyłkowo przylutowana. Wysoka temperatura lub nadmierne siły na jednym ze stawów prowadzą również do podnoszonych podkładek.
Te problemy sprawiają, że pad trudne do pracy, ponieważ pad staje się kruche. Niektóre konkretne płyty są podatne na ten problem, zwłaszcza te zaprojektowane z cienką warstwą miedzi.
10. Lutowane stawy głodowe
Lutownicy zagłodzony staw jest połączeniem, które nie ma wystarczającej ilości lutu, co powoduje brak niezawodnego kontaktu elektrycznego. Jest to spowodowane, gdy na przewodzie nakłada się niewystarczające ciepło.
Chociaż staw ten może nadal spełniać swoją funkcję, ma wadę słabszego stawu. Pęknięcia naprężeń będą rozwijać się w czasie, powodując niepowodzenie stawu. Będziesz musiał ponownie podgrzać staw, aby rozwiązać ten problem.
11. Rozpryski lutownicza
Zastosowanie nadmiernego topnika lub nieodpowiedniego podgrzewania powoduje rozpryski lutu. Rozpryski lutownicza mogą prowadzić do przyklejania się bitów lutowujących do masek lutowujących w rozpryskach. Z reguły należy upewnić się, że powierzchnia PŁYTKI DRUKOWANEJ jest czysta przed. Ten akt pomoże Ci zapobiec rozpryski lutów.
12. Otwory sworznia i otwory rozdmuchowe
Problemy te pojawiają się zwykle podczas falowego i są łatwe do wykrycia, ponieważ pojawiają się jako otwory w połączeniach lutownicowych. Otwory te tworzą się, gdy nadmiar wilgoci nagromadzenie w desce próbuje uciec przez cienkie miedziane poszycia.
Możesz uniknąć tego problemu, podgrzewając deski, ponieważ zapewni to, że zawarta w nim wilgoć wydostaje się jako para.
13. Flagi lutownicza
Flaga lutownicza występuje, gdy lutownicy zbyt wolno odpływają z lutowni falowej. Ten problem jest ogólnie uważany za nieprawidłową wysokość lutu na płycie. Należy starać się unikać stosowania strumienia niespójnie podczas PCBS, aby zapobiec flagi lutownicza.
14. Balowanie lutownicza
Kulki lutowniczych to kuliste elementy lutowniczy, które oddzieliły się od głównego korpusu tworzącego staw. Powstaje w wyniku nadmiernych tlenków w pastie lutowej.
Kulki lutownicze tworzą się, gdy powietrze lub para wodna, uwięzione w pastie lutowniczej, ucieka i zamienia się w ciecz. Gdy proces ten występuje szybko, niewielka ilość cieczy lutowniczy weźmie ze stawu; stąd, piłka lutownicza powstaje po ostygnie. Na podstawie doświadczenia należy unikać używania kulek o średnicy większej niż 0,13 mm.
Należy również unikać przechowywania pcb w wilgotnych środowiskach, ponieważ zapewni to, że płytka drukowana nie zawiera wody. Zgodnie z ogólną zasadą, należy wysuszyć wszystkie PCBS przed lub montażem i unikać stosowania zbyt dużego strumienia w pastie lutowej.
15. Przebarwienia
Ten problem zazwyczaj nie jest spowodowany przez inżyniera, ale przez producentów. Zazwyczaj występuje z wykorzystaniem różnych materiałów topnikowych przez producentów. Przyczyną może być również wyższe temperatury podczas fal.
Jak zrobić dobrą kulę lutownicę PCBS
Co to jest piłka lutownicza?
Kulki lutownicze to kuliste elementy lutownicze, które łączą pakiety chipów z PCB. Zazwyczaj montuje się je na deskach ręcznie lub za pośrednictwem urządzenia.
Nawet przy znaczeniu kulek lutownych w PCBS pozostają one jedną z najczęstszych wad w procesie montażu SMT. Wady kulki lutowniczej występują zazwyczaj podczas procesów ponownego wlania lub drukowania.
Piłka lutownicza
Kiedy kulki lutowniczych są złe wieści dla PCBS?
Według doświadczenia należy unikać używania kulek lutowa o średnicy większej niż 0,13 mm. Ponadto, istnieje zastrzeżenie przez normę IPC A 610 dotyczące kulek lutowałch. Zasada sugeruje, że kulki lutowniczy mniejsze lub równe 0,13 mm mogą powodować wady.
Możesz omyłkowo tworzyć kulki lutowniczy podczas ręcznego lub zautomatyzowanych procesów ponownego własnoręcznie. Gdy zdasz sobie sprawę, że piłka nie jest pokryta powłoką konforemiową, możesz być pewien, że spowoduje to zmartwienie.
Standard IPC A 610 zasugerował również prostą technikę określania, czy kulka lutownicza została upięta. Wszystko, co musisz zrobić, to pogłaskać piłkę za pomocą pędzla i obserwować, czy pozostaje twarda na powierzchni. Jeśli tak, to nie spowoduje żadnych wad.
Lutowa zawór kulowy
Podstawową funkcją lutownika zaworu kulowego jest podłączenie stosów wiórów w płytce drukowanej. Będziesz potrzebował unikalnego narzędzia do zaworu kulowego.
Jak zawór kulowy
Będziesz potrzebował narzędzia do podnoszenia podczas zaworu kulowego. Za pomocą odsysania próżniowego maszyna odbiera kulki lutownicze z fluidalizowanego zbiornika kulkowego. Następnie urządzenie wystrzeliwuje strumień gazu, który wstrzykuje kulki lutownicze do podłoża.
Jak zrobić piłkę lutownicę
Tworzenie piłki lutowniczej jest dość proste, o ile masz na bazie ołowiu lub bezołowiowe. Będziesz musiał wyprodukować stop lutowniczy do arkusza lub drutu i pokroić je na małe części lub plamki. Z reguły należy zmniejszyć cewki i arkusze w taki sposób, aby przyniosły one kulkę lutownicą o pożądanej średnicy, najlepiej jako 2 mm.
Następnym krokiem będzie umieszczenie plamek w kolumnie zawierającej gorący olej. Ta procedura będzie stopić te kawałki, pozostawiając cię z kulkami lutowniczymi. Następnie, wszystko co musisz zrobić, to pozwolić orzechy do ostygnięcia, umieszczając je w lepkiej cieczy.
Co powoduje kulki lutowniczych podczas ręcznego?
Wyzwaniem dla większości inżynierów podczas ręcznego jest tworzenie niechcianych kulek lutowałch. Oto lista przyczyn:
- wilgoć: Wilgoć obecna w pastie lutowej może spowodować kulki lutowniczye.
- Płytka: Powietrze, wilgoć i alkohol z zabiegów czyszczących czasami powodują niechciane kulki lutowniczye w płytkach drukowanych.
- Wzornik rozmazany: Nieregularne osadzanie pasty lutowniczej przez wzornik powoduje również kulki lutownicze
- Niewłaściwa formuła pasty lutowniczej: Pasty lutowane, które słabo sformułowane podczas ponownego wypływu ciepła mogą prowadzić do niechcianych kulek lutowniczych na całej planszy.
Najlepsza technika rozwiązywania problemów z kulkami lutowniczymi, które występują podczas ręcznego
Testowanie różnych produktów pomoże Ci ustalić, czy kulki lutownicze są specyficzne dla konkretnych PCBS. W następnej sekcji skupimy się bardziej na niezawodności kulek lutowanych i technik rozwiązywania problemów.
Niezawodność przegubu lutowniczego
Grubość folii Pd w zakresie 0,02 – 0,05 mikrona zapewni najlepszą niezawodność połączeń lutowniczych. Ponadto, kształt i głębokość związków międzymetalicznych określi bezpieczeństwo kulki lutowniczej.
Problemy i wady
Podczas gdy kulki lutowniczych o średnicy mniejszej lub równej 0,13 mm powinny unikać, są one nie tylko przyczyną zmartwień. Wiele innych czynności lub procesów powoduje niechciane kulki lutowniczye podczas.
Wave Soldering
W procesie falowego z powodu odprysków generowano niepotrzebne kulki lutowniczye. Może również wystąpić, gdy nie zastosujesz określonej temperatury wstępnego nagrzania do kulki lutowa. To sprawia, że wilgoć lub rozpuszczalnik w strumieniu uciec, powodując w ten sposób kulki lutowniczych.
Prosta metoda rozwiązania tego problemu polega na użyciu płyty wykonanej ze szkła. Wszystko, co musisz zrobić, to umieścić szkło nad falą i sprawdzić dno, aby sprawdzić, czy są pęcherzyki. Jeśli pęcherzyki są nieliczne lub nie istnieją, to masz rację.
Exploding Volatile Materials
Nie rzadko zdarza się, że w strumieniu występują pozostałości lotne. Niechciane kulki lutowniczych są również tworzone, gdy te pozostałości eksplodują. Rozwiązanie tego problemu jest dość proste: umieść kawałek grubego białego papieru nad falą i pozwól, aby strumień działał.
Summary
Oto lista codziennych rzeczy, które powodują wady w kulki lutowniczy:
- Niska temperatura podgrzania wstępnego, która nie aktywuje strumienia.
- Nieodpowiednia przestrzeń między podkładkami
- Nadmierne stosowanie past lutowniczych
- Niezorganizowane lub nieprawidłowe umieszczenie komponentów na płytce drukowanej
Najlepsze metody rozwiązywania problemów
Aby rozwiązać lub uniknąć tych problemów, oto lista rzeczy, które należy zrobić:
- Upewnij się, że szablony są regularnie i prawidłowo czyszczone
- Upewnij się, że chcesz oddzielić nowy flex od starego flexu
- Należy upewnić się, że szczelina między płytą drukowaną a wzornikiem
Wave Lutowanie- Ostateczny przewodnik do skutecznego
Co to jest wave?
falowe to procedura, która umożliwia masową produkcję PCB w krótkim czasie. Jego tryb pracy jest dość prosty: obsypuje to przepięciem lutu nad płytką drukowaną, a tym samym komponentów na płytę.
Szczegóły techniczne dotyczące fal
Kluczowe znaczenie ma zapewnienie odpowiedniego ustawiania temperatur podczas procesu falowego. Ten krok pomoże zapobiec naprężeniom mechanicznym na płytce drukowanej.
Kiedy stosować wave
falowe ma zastosowanie do zespołów płytek drukowanych montowanych powierzchnią. Nadają się również do spawania elementów elektronicznych przez otwory.
Proces fal
Wave soldering machine
Pierwszym krokiem w falowym jest wybór odpowiedniej lutowni falowej. Zazwyczaj istnieją dwa rodzaje lutownic falowych: lutownice bezołowiowe i ołowiowe.
Obie maszyny zawierają pewne podstawowe części i działają podobnie. Przenośnik transportuje płytki drukowane przez różne strefy. Pan, opryskiwacz topnikowy, podkładka do podgrzewania wstępnego i pompa wbudowana w urządzenie generuje falę.
Maszyny lutownie ołowiowe zazwyczaj zawierają 49,5 % ołowiu, 50 % cyny i 0,5 % antymonu. Mechanizmy bezołowiowe pozostają najlepszym rozwiązaniem, jeśli obawiasz się ryzyka dla zdrowia związanego z maszynami na bazie ołowiu.
Wave soldering temperature
W przypadku stosowania stopów cyny na bazie ołowiu do, temperatura robocza musi zawsze mieszczeć się w zakresie od 255 °C do 265 °C. Istotne jest również, aby wziąć pod uwagę ogólną wagę płytki drukowanej i części. Ciężkie elementy wytrzymują temperatury nawet 280 °C, podczas gdy lekkie elementy mogą być ogrzewane nawet do 230 °C.
Fluxing
Następnym krokiem będzie zastosowanie strumienia cieczy na powierzchni PCBS. Procedura ta pomaga usunąć brud i tlenki z powierzchni metalu, poprawiając w ten sposób jakość komponentów elektronicznych.
Standardową metodą nakładania strumienia na powierzchnię PŁYTKI DRUKOWANEJ jest metoda natryskiwania. Metoda ta polega na rozpylaniu płyty przez dyszę, gdy płyta przechodzi. Inna technika polega na użyciu strumienia pieniącego, który pozwala na przymocowanie strumienia do płyty.
Obie metody są przydatne, ale mają swoje wady. Słabe jest łatwe w przypadku metody strumienia pieniącego się, gdy nie można równomiernie zastosować strumienia. Podczas gdy w metodzie natryskiwania strumień może łatwo przechodzić przez szczeliny.
Preheating
Podgrzewanie wstępne, przed głównym procesem spawania, pomaga uzyskać najlepsze wyniki. Pomaga strumienia, aby dostać się do każdej części PŁYTKI DRUKOWANEJ.
Cleaning
Należy oczyścić PCBS za pomocą dejonizowanej wody, aby pomóc pozbyć się pozostałości strumienia.
Rodzaje
Dip soldering vs. wave soldering
zanurzeniowe jest podobne do falowego, ponieważ jest powszechnie stosowane do montażu powierzchniowego i zespołów płyt przelotowych. Jednak jego zakres jest nieco ograniczony, ponieważ jest to ręczny proces automatycznego. Niemniej jednak zapewnia niezawodne połączenia mechaniczne i elektryczne.
Reflow soldering vs. wave soldering
reflow pomaga przymocować elementy do montażu powierzchniowego na płytce drukowanej. W reflow pasta lutownicza, utworzona z topnika, służy do mocowania komponentów na częściach.
Proces reflow jest znacznie łatwiejszy niż proces falowego, ponieważ warunki środowiskowe nie są znacząco naruszone. Nie musisz monitorować, jak długo płytka drukowana pozostaje w fali lutowniczej. Ponadto nie musisz zwracać zbyt dużej uwagi na temperaturę PCB.
Selektywne falowe
Selektywna maszyna do fal
Selektywne byłoby najlepszym rozwiązaniem, gdy obawiasz się, że komponenty mogą nie wytrzymać wysokich temperatur związanych z reflow lub falowego. Konkretny proces fal odbywa się przy użyciu określonej maszyny lutowa.
Na rynku dostępnych jest kilka selektywnych lutowni falowych, takich jak maszyny do i standardowe maszyny z azotem.
Wytyczne dotyczące selektywnej fal
Selektywny proces fal jest dość prosty. Wszystko, co musisz zrobić przed jest zastosowanie strumienia cieczy i rozgrzać PCB. Po nagrzaniu wstępnym do stawów trzeba będzie użyć dyszy lutowniczej.
Selektywne problemy z
Podczas tego procesu mogą wystąpić typowe problemy, takie jak mostki lutownicze, nadmierne i piłka lutowa. Problemy te wynikają z nadmiernego spoiny lub wysokich temperatur związanych z przyklejeniem maski lutowniczej.
Należy również unikać bardzo wysokich temperatur, powodując miedziane podkładki rozpuścić w stopiony lut.
Selektywny koszt maszyny do falowego
Chociaż selektywna maszyna do fal nie schodzi z linii tanio, jest tańsza niż lutowna falowa. Poza tym, jest to korzystne, ponieważ wymaga mniejszego zużycia strumienia i lutu.
Ponadto lutowna selektywna jest pięć razy tańsza w porównaniu do lutownicy falowej. Charakteryzuje się również mniejszym zapotrzebowaniem na energię elektryczną, mniejszym strumieniem i zużyciem lutu.
Wady i problemy fal
Problemy pojawiają się podczas procesu falowego, gdy środowisko nie jest odpowiednio kontrolowane lub gdy temperatura jest zbyt wysoka. Oto niektóre z wad i problemów można zauważyć:
- Zużycie strumienia i wzrostu lutu
- Wzrost zużycia energii elektrycznej
- Powstawanie pęknięć
- Tworzenie ubytków
- Nieregularna grubość lutu
Koszt fal
Lutownania falowa jest znacznie droższa niż selektywna maszyna lutownicza. Ten wysoki koszt jest związany z problemami i złożonością procesu fal.
konkluzja
W tym artykule, dowiedziałeś się o wyborze najlepszego do płytek drukowanych, unikając typowych problemów z PCB, co dobre kulki lutowniczy, i falowego. Do tej pory powinieneś również znać różne rodzaje metod i rozwiązywania problemów pcb. Tak długo, jak postępować zgodnie z pomocnymi wskazówkami opisanymi w tym artykule, uzyskasz najlepsze wyniki podczas PCB.